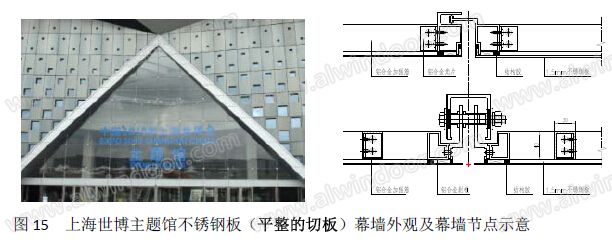
ЎЎЎЎ[Нј15]ЛщКѕОЄКАІ©ЦчМв№ЭІ»РвёЦЧ°КОР§№ыЎўД»ЗЅЅЪµг,ёГД»ЗЅПµНіНЁ№эЙППВІеЅУєНЧуУТБ¬ЅУ·ЅКЅЈ¬1.5mmФю»ЁІўДҐН№іцјЎАнІ»РвёЦ°еНЁ№эЅб№№Ѕє УлВБ ЈЁґКМхЎ°ВБЎ±УЙРРТµґу°ЩїЖМṩЈ© єПЅр ё±їтХіЅУ Ј¬№ІН¬РОіЙТ»ёцµҐФЄХыМеЈ¬І»РвёЦ°еґ¦УЪОЮУ¦Б¦ЧФИ»ЧґМ¬Ј¬ІўНЁ№эРЎµҐФЄРНІДІеЅУТ§єПЅб№№РОіЙГж°еЦ§іЕМеПµЈ¬Аґ±ЈЦ¤І»РвёЦГж°еµДХыМеёЯЖЅХы¶ИЎЈЦРјдВБєПЅрјУЗїЅо µДЧчУГТАИ»Ц»КЗ¶ФВБєПЅрё±їтЅшРРІ№ЗїЈ¬ФЪХэёє·зС№µД·ґёґК©јУ№эіМЦРЈ¬јУЗїЅоКЗІ»Ц±ЅУІОУлГж°е¶С·зєЙФШ µДµЦї№ЎЈ
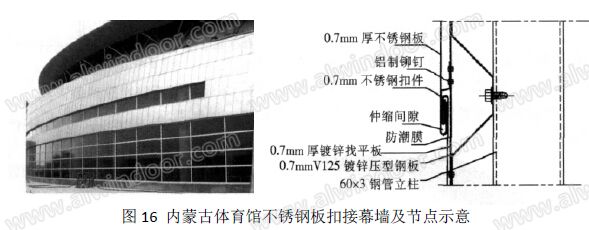
ЎЎЎЎ[Нј16]КЗІ»РвёЦ°еЖЅЛшїЫ КЅїЫЅУ°ІЧ°№М¶ЁµДФзЖЪµдРН°ёАэЈ¬Д»ЗЅЦчїтјЬІЙУГКъПтБъ№З єНєбПтБъ№З¶јОЄ60*3mmµД¶ЖРї ёЦ№ЬЈ¬ЙППВ0.7mmєсАЛї316І»РвёЦ°еНЁ№эЙППВХЫ±ЯТ§єПїЫЅУФЪТ»ЖрЈ¬І»РвёЦГж°еХыМеТАїї0.7mmV125¶ЖРїС№РНёЦ°е Ц§іЕЈ¬Б¬ЅУО»ЦГНЁ№э0.7mmєс¶ЖРїёЦ°еХТЖЅЈ¬ІўРОіЙЛіЛ®Ѕб№№[4]ЎЈ°ІЧ°јтТЧЈ¬ИЛ№¤іЙ±ѕєНІДБПіЙ±ѕµНЈ¬ѕјГР§ТжєГЎЈёГД»ЗЅ±нГжЖЅХы¶ИµНЈ¬µ«КЗ±ѕ№¤іМєПАнµДГЬ·вЅб№№ МеПµЈ¬ґнВдУРЦВµДУгБЫР§№ыј°Нд»ЎР§№ыЎЈТІДЬОЄЅЁЦюК¦ґґФм¶АМШµД№№ЛјМṩїХјдЈ¬¶ФТ»Р©МШ±рЅЁЦюУРЖдНЖ№гјЫЦµЎЈ
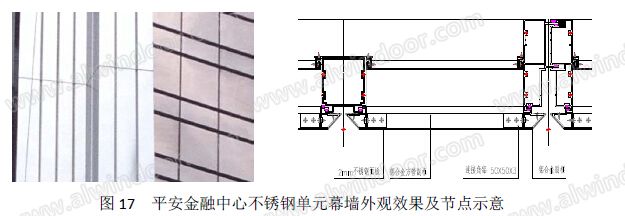
ЎЎЎЎ[Нј17]ОЄЖЅ°ІЅрИЪЦРРД№¤іМT8ПµНієбЖКЅЪµгЈ¬2mmєсІјОЖІ»РвёЦ°еЈ¬ІДЦКОЄ°ВКПМеSUS316І»РвёЦЈ¬·Цёс¶аОЄ500*4500Ј¬Гж°еНЁ№эЧФ№Ґ¶¤ №М¶ЁФЪВБєПЅрё±їтЙПЈ¬И»єуНЁ№эВБєПЅрё±їтУЦУ뵥ԪКъїтТ§єПЧйЧ°Ј¬№ІН¬РОіЙІ»РвёЦµҐФЄПµНіЎЈГж°еЦ§іЕМеПµјЖЛг°ґґу±дРОАнВЫЅшРР·ЦОцїјВЗµЅ·зєЙФШ ЈЁґКМхЎ°єЙФШЎ±УЙРРТµґу°ЩїЖМṩЈ© ¶Ф°еГжЅ»±дУ°ПмЈ¬єбПтВБєПЅр·Ѕ№ЬјУЗїЅоЦ»КЗ¶Фё±їтЅшРРІ№ЗїЈ¬УлІ»РвёЦ°еЦ®јд±ЈБф3~5mmјдП¶Ј¬І»·ўЙъЦ±ЅУЅУґҐЎЈХыёцІ»РвёЦГж°еПтХЕАД¤Т»СщЅф±БФЪВБєПЅрїтЧйіЙµДїтјЬЙПЎЈ
ЎЎЎЎТтґЛФЪИ·БўГж°еЦ§іЕМеПµЦ®З°Ј¬КЧПИТЄ¶ФІ»РвёЦГж°еµДЗї¶ИєНДУЗъ ЈЁґКМхЎ°ДУЗъЎ±УЙРРТµґу°ЩїЖМṩЈ© ЅшРРјЖЛгЎЈёщѕЭЎ¶І»РвёЦ°ф ЈЁґКМхЎ°І»РвёЦ°фЎ±УЙРРТµґу°ЩїЖМṩЈ© Ў·GB/T1220-2007 ±н6ІЙУГS31608,Зь·юЗї¶И±кЧјЦµ ¦Д0.2Ј¬Зь·юЗї¶И ОЄ205Mpa;ёщѕЭЎ¶ІЈБ§Д»ЗЅ №¤іМјјКх№ж·¶Ў·JGJ102-2003 ЎЈ5.2.4№ж¶Ё:І»РвёЦµДї№АЎўї№С№Зї¶ИЙијЖЦµ ЈЁґКМхЎ°Зї¶ИЙијЖЦµЎ±УЙРРТµґу°ЩїЖМṩЈ© fsУ¦°ґЖдЗь·юЗї¶И±кЧјЦµ ¦Д0.2іэТФ1.15ІЙУГЈ¬Ждї№јфЗї¶И ЙијЖЦµїЙ°ґЖдї№АЗї¶И ЙијЖЦµµД0.58±¶ІЙУГЎЈТтґЛЈ¬І»РвёЦ°еµДї№НдЗї¶И ЙијЖЦµОЄ205/1.15=178.3MpaЈ¬ї№јфЗї¶ИЙијЖЦµОЄ178.3*0.58=103.4MpaЎЈЗТёщѕЭЅрКфГж°еµДДУЗъО»ТЖБїІ»µГі¬№эїзѕа µД1/90»тХЯ19mmЈ¬ТФЅПРЎЦµОЄТАѕЭЈ¬їз¶ИИЎЛ®ЖЅ»тХЯґ№Ц±Ц§іЕ№№јюЦРµДїз¶ИЧоРЎЦµЎЈ
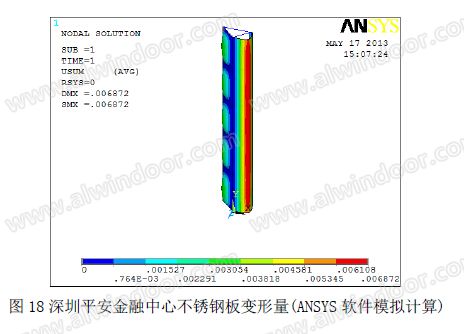
ЎЎЎЎ[Нј18]ОЄЖЅ°ІЅрИЪЦРРДT1ПµНіІ»РвёЦИэЅЗЦщПµНіЈ¬ЅшРРБЛБЅЦЦ№М¶Ё·ЅКЅµДАнВЫјЖЛгєНІвКФЎЈТ»КЗНЁ№эКµСйСйЦ¤јЖЛгІ»РвёЦ°еЗї¶ИјЖЛгАнВЫµДХэИ·РФЈ¬¶юКЗ¶Ф±ИјУЗїЅоФЪУРЅб№№ЅєБ¬ЅУК±УлГ»УРЅб№№ЅєБ¬ЅУКЗ·с¶ФІ»РвёЦ°еЖЅХы¶ИЗйїцУРУ°ПмЎЈґУКФСй№ЫІмµДЅб№ыАґїґЈ¬УГЅб№№ЅєБ¬ЅУјУЗїЅоФЪХэёєєЙФШЧчУГПВЈ¬Г»УРГчПФК№І»РвёЦ°еіцПЦсЮЦеПЦПуЎЈµ«ФЪєЙФШЧчУГ№эіМЦРЈ¬УРЅб№№ЅєБ¬ЅУІаЖр№ДІЁАЛ±дРО±ИЅПГчПФЈ¬¶шІ»ґтЅє Т»ІаІ»ГчПФЈ¬±дРО±ИЅПН¬ІЅЎЈТтґЛїјВЗІЙУГјУЗїЅоІ»ґтЅєРОКЅЎЈ
ЎЎЎЎ2.2.2 І»РвёЦГж°ејУ№¤ЎўЧйЧ°№¤ТХµДїШЦЖ
ЎЎЎЎОЄ±ЈЦ¤Гж°еµДЖЅХы¶ИЈ¬УР±ШТЄХл¶ФІ»РвёЦјУ№¤»·ЅЪЅшРРПаУ¦јјКх±к ЧјµДїШЦЖЎЈІ»РвёЦГж°еХыМејУ№¤БчіМЈ¬Т»°гѕ№эїЄБП-ЕЩІЫ-ХЫНд-Чйїт-°ІЧ°ХвјёµА№¤РтЈ¬¶шГїТ»µА№¤РтµДјУ№¤єН№эіМ¶јТЄСПёсјУТФїШЦЖЈ¬±ЬГвГж°еµДїДЕцЎў»®ЙЛЈ¬ѕЎБїјхЙЩГж°еµДНдЗъєНІРУаУ¦Б¦µДІъЙъЎЈ
ЎЎЎЎA ІДБПµДјмСйєНСйКХ
ЎЎЎЎОЄ±ЈЦ¤І»РвёЦ°еФІДБПµДЦКБїТЄЗуЈ¬їЙТФ°ґХХ№ъ±кGB/T3280-2007 ІўЅбєПГА±кASTM A480/A480MєНИХ±ѕ±кЧјJIS G 4305µД№ж·¶ТЄЗуЈ¬ЧчОЄІ»РвёЦ°еФІДБПЧоіхіці§ТАѕЭєНІОїјЎЈ¶ФГж°еµД»ЇС§іЙ·ЦєНБ¦С§РФДЬ Ўў±нГжЦКБїµИЧцИ«ГжµДјмІвєНСйКХЎЈ
ЎЎЎЎB Гж°еїДЕцЎў»®ЙЛµДїШЦЖЈє
ЎЎЎЎФЪХыёцГж°ејУ№¤БчіМ№эіМЦРЈ¬ИЛЎўЙи±ё ЎўОпБПµИµ«·ІУлІ»РвёЦ°еїЙДЬ·ўЙъЅУґҐµДјёёцТтЛШЈ¬¶јТЄјУТФ±Ј»¤єНёфАлЎЈКЧПИЈ¬іµјдјУ№¤ОЮ·ЫіѕЈ¬№¤ИЛјУ№¤РиґчКЦМЧЈ¬Йи±ёЧцµЅЗеЅа;ИЛ№¤ІЩЧчРиЗбДГЗб·ЕЈ¬ФЛКд№эіМЦРРиА¦ФъАО№МЈ¬±ЬГв»О¶ЇД¦ІБ;°еУл°е¶С·ЕЎў°еУлЙи±ё±ЬГвЦ±ЅУЅУґҐЈ¬РиУГЕЭДД¤»тёфАлµжЅшРР±Ј»¤;ФЛКдЖЅМЁ»тНРјЬЦ§іЕ±нГжТЄУРИбРФІДБПµД±Ј»¤Ј¬±ЬГвУІРФЅУґҐ;І»РвёЦ°е±Ј»¤Д¤ ЧўТв№эіМЦРµД¶юґОјмІйєНёь»»ґ¦Ан;ЕЩІЫ№эіМЦРЈ¬ј°К±ЗеАнЅрКфЕЩ»ЁЈ¬ІўЧўТвАдИґТєµДОЫИѕ;ХЫНд№эіМЦРХЫЅЗПВГжРиµж№иПрЅє°е Ј¬±ЬГв°еУІЅУґҐ;јУ№¤НкіЙєуЈ¬іЙРНІ»РвёЦ°е°Ъ·Е»хјЬЙПЈ¬ПВГжµжДѕ·ЅЈ¬ѕщФИІјЦГЗТДѕ·ЅёЯ¶ИіЯґзТ»ЦВ;ФЪїтјЬЧйЧ°№эіМЦРЈ¬БгјюєН№¤ѕЯРлУРЧЁГЕЖЅМЁЅшРР·ЕЦГЈ¬І»µГУлГж°еЅУґҐЎЈФЪ¶ФГж°еЅшРРЗГ»чК±Ј¬РиТЄјУµжДѕ·ЅєНК№УГПрЅє ґёЈ¬±ЬГвЦ±ЅУЧІ»чЎЈ
ЎЎЎЎC јхЙЩГж°еµДНдЗъєНІРУаУ¦Б¦µДІъЙъЈє
ЎЎЎЎІ»РвёЦБ¦С§Зї¶ИёЯЈ¬ИНРФёЯЈ¬°ґРРТµ±кЧјЖдІДБПМШРФЈєї№АЎўї№С№Зї¶И ЙијЖЦµƒs2У¦°ґЖдЗь·юЗї¶И±кЧјЦµ¦Т0.2іэТФПµКэ1.15ІЙУГЈ¬Ждї№јфЗї¶ИЙијЖЦµƒvs2їЙ°ґЖдї№АЗї¶ИЙијЖЦµµД0.58±¶ІЙУГЈ¬ТІїЙ°ґ±н2ІЙУГЎЈ
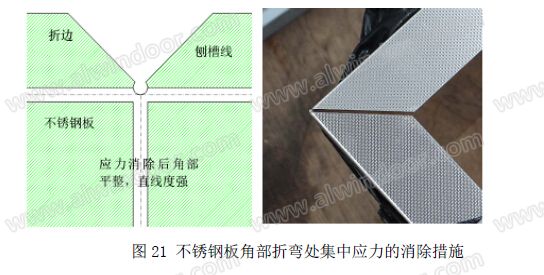
ЎЎЎЎ[Нј19]µз¶ЇОьЕМІЙУГЛДЧйЈ¬ОьЕМјдёфККЦРЈ¬µхФЛ№эіМЦРЈ¬°еПВДУІ»ГчПФЈ¬ІўЗТ°еµДґж·ЕУРЧЁГЕЖЅМЁєНіДµж ;¶ш[Нј20]ЛщКѕ°бФЛ·ЅКЅФміЙ°еГчПФНдЗъЈ¬УРІРУаУ¦Б¦ІъЙъЈ¬КЗјУ№¤№эіМЦРІ»ФКРнµДЎЈ
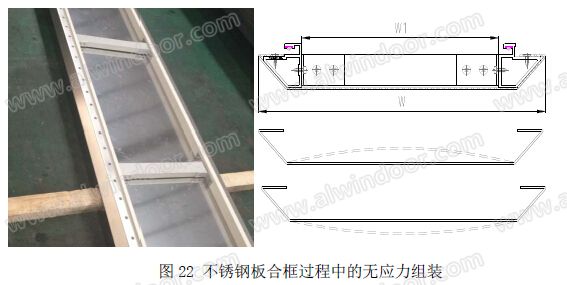
ЎЎЎЎУЙУЪІ»РвёЦµДр¤ёЅРФєНИЫЧЕРФЗїЈ¬ЕЩІЫ№эіМЦРЈ¬ЗРРјИЭТЧр¤ёЅФЪµ¶ѕЯЙПЈ¬ОЄБЛ±ЬГвјУ№¤УІ»ЇєНјхЙЩµ¶ѕЯЗ°ЗРРјµД¶С»эЈ¬ЗРРј°ВКПМеІ»РвёЦК±Ј¬К№УГ±ИМјёЦ ЅПґуµДЅшµ¶БїТФј°ЅПВэµДЗРРјЛЩ¶ИЈ¬Т»°гЅшµ¶БїїШЦЖФЪ0.3mmТФПВЈ¬ІўЦрЅҐјхРЎЦБ0.1mmЎЈНј21ЛщКѕФЪЕЩІЫХЫНдУ¦Б¦јЇЦРО»ЦГЈ¬ОЄ±ЬГвУ¦Б¦јЇЦРРОіЙ±¬±ЯїЄБСЈ¬МШ±рФЪёГО»ЦГїЄТ»Ц±ѕ¶3mmЧуУТФІїЧЈ¬К№ІРУаУ¦Б¦µГТФКН·ЕЈ¬ХЫНдєу±ЈЦ¤БЛНв№ЫЖЅХыР§№ыЎЈ
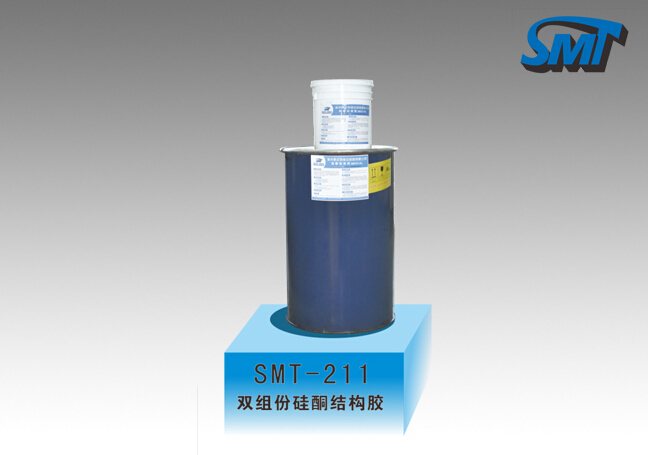
ЎЎЎЎФЪІ»РвёЦ°еУлВБєПЅрё±їтЧйєП№эіМЦРЈ¬ТІТЄЧўТв¶Ф°ејдЅУУ¦Б¦µДК©јУФміЙ°е±дРОУ°ПмЎЈ[Нј22]КѕТвОЄБЛЖ¬Гж±ЈЦ¤WєНW1іЯґзЈ¬ФміЙБЛ°еЖЅГжµДДЪ°јєННвН№ПЦПуЎЈТтґЛЈ¬ФЪЧйїт№эіМЦРЈ¬ѕЎБї±ЈЦ¤¶Ф°еУ¦Б¦µДБгК©јУЎЈФЪИзНјЛщКѕјУЗїЅоµДПВБПіЯґзЙијЖЙПЈ¬ТЄїјВЗЖді¤¶ИLРЎУЪW1іЯґз4mmЈ¬КЧПИКЗОЄБЛ±ЈЦ¤ґУіЯґзЙПБфУРјдП¶Ј¬јУЗїЅоФЪ°ІЧ°К±І»»б¶ФБЅІаµДВБєПЅрїтФміЙ¶ҐС№µДЧґМ¬ЎЈН¬К±Ј¬јУЗїЅоБЅ¶ЛµДБ¬ЅУЅЗЖ¬ТІТЄЅшРРЛіРт°ІЧ°Ј¬ПИЧ°Т»¶ЛЈ¬ФЪГж°еЙПИ·¶ЁО»ЦГєуФЩ°ІЧ°БнТ»¶ЛЎЈЧФ№Ґ¶¤µД№М¶ЁТІТЄ°ґХХПИё±їтєујУЗїЅоµДЛіРтЈ¬ДїµДѕНКЗТЄК№І»РвёЦ°еФЪЛЙіЪµДЧґМ¬ПВКµПЦОЮУ¦Б¦ЧйЧ°ЎЈ
ЎЎЎЎФЪІ»РвёЦ°еУлВБєПЅрё±їтЧйєП№эіМЦРЈ¬ТІТЄЧўТв¶Ф°ејдЅУУ¦Б¦µДК©јУФміЙ°е±дРОУ°ПмЎЈ[Нј22]КѕТвОЄБЛЖ¬Гж±ЈЦ¤WєНW1іЯґзЈ¬ФміЙБЛ°еЖЅГжµДДЪ°јєННвН№ПЦПуЎЈТтґЛЈ¬ФЪЧйїт№эіМЦРЈ¬ѕЎБї±ЈЦ¤¶Ф°еУ¦Б¦µДБгК©јУЎЈФЪИзНјЛщКѕјУЗїЅоµДПВБПіЯґзЙијЖЙПЈ¬ТЄїјВЗЖді¤¶ИLРЎУЪW1іЯґз4mmЈ¬КЧПИКЗОЄБЛ±ЈЦ¤ґУіЯґзЙПБфУРјдП¶Ј¬јУЗїЅоФЪ°ІЧ°К±І»»б¶ФБЅІаµДВБєПЅрїтФміЙ¶ҐС№µДЧґМ¬ЎЈН¬К±Ј¬јУЗїЅоБЅ¶ЛµДБ¬ЅУЅЗЖ¬ТІТЄЅшРРЛіРт°ІЧ°Ј¬ПИЧ°Т»¶ЛЈ¬ФЪГж°еЙПИ·¶ЁО»ЦГєуФЩ°ІЧ°БнТ»¶ЛЎЈЧФ№Ґ¶¤µД№М¶ЁТІТЄ°ґХХПИё±їтєујУЗїЅоµДЛіРтЈ¬ДїµДѕНКЗТЄК№І»РвёЦ°еФЪЛЙіЪµДЧґМ¬ПВКµПЦОЮУ¦Б¦ЧйЧ°ЎЈ
ЎЎЎЎD јУ№¤№эіМЦеijߴ繫ІоТЄЗу
ЎЎЎЎІ»РвёЦ°еЧйєПєуХыМеЖЅХы¶ИТЄЗуОЄЈєЖЅХы¶ИТЄЗуФЪ1.5mДЪІ»µГі¬№э1.5mm»т0.1%ЎЈХЫ±ЯАвЅЗЦ±ПЯ¶ИЎЬ0.5mm/mЈ¬И«і¤ЎЬ3mmЎЈѕЯМејУ№¤№«ІоТЄЗуОЄЈєј¤№вЗРёо єуі¤їн·ЅПтФКРнЖ«ІоОЄЎА1.5mm;ЕЩІЫЙо¶ИОуІоОЄЎА0.1mmЈ¬ЗР±ЯУлЕЩІЫЦРРДПЯРиТЄЦШєП¶ИЎЬ0.05mmЈ¬ЅЗ¶ИЖ«ІоОЄ0-0.5¶И;
ЎЎЎЎ3 І»РвёЦ°е±нГ洦Ан ЈЁґКМхЎ°±нГ洦АнЎ±УЙРРТµґу°ЩїЖМṩЈ© ј°О¬»¤±ЈСш
ЎЎЎЎ3.1 ±нГ洦Ан Јє
ЎЎЎЎІ»РвёЦ±нГ洦Ан·ЅКЅґуЦВ·ЦОЄОеАаЈ¬·ЦОЄФюЦЖ ±нГжјУ№¤Ўў»ъРµ±нГжјУ№¤Ўў»ЇС§±нГжјУ№¤ЎўНшОЖ±нГжјУ№¤ЎўІКЙ«±нГжјУ№¤ЎЈРОіЙµДІъЖ·іЈУРѕµГжЎўАЛїЎўНшОЖЎўКґїМЎўµзЅвЧЕЙ«ЎўНїІгЧЕЙ«µИЎЈЛжЧЕІ»РвёЦУГНѕµД¶аСщ»ЇЎўёЯј¶»ЇЈ¬ІўІ»¶ППтЧ°КОРФєНТХКхРФ·ЅПт·ўХ№Ј¬І»РвёЦІКЙ«Сх»Ї ЈЁґКМхЎ°Сх»ЇЎ±УЙРРТµґу°ЩїЖМṩЈ© УЙУЪѕЯУРЅПёЯµДЧ°КО№¦ДЬЈ¬Тт¶шµГµЅИХТж№г·єµДУ¦УГЎЈѕ№эЗ°ґ¦Ан-ЛїНшУЎЛў-НјОДКґїМ-іэД«-єуґ¦Ан»ЇС§ЧЕЙ«µИ№¤ТХЈ¬І»РвёЦЧЕЙ«І»ЅцёіУиІ»РвёЦЦЖЖ·ёчЦЦСХЙ«Ј¬ФцјУІъЖ·µД»ЁЙ«Ж·ЦЦ[Нј23]Ј¬ЛщµГНјОДЗеОъЎўБўМеёРЗїЎўЧ°КОРФДЬєГ[5]ЎЈ¶шЗТ»№МбёЯБЛІъЖ·ДНДҐРФ єНДНёЇКґРФЎЈІ»РвёЦ±нГ洦АнµД¶аСщРФОЄЅЁЦюНв№ЫµДББАцєНДНУГМṩБЛёь¶аСЎФсЎЈТІОЄД»ЗЅЙијЖПтёЯ¶ИёьёЯЎў»·ѕіёьёґФУБмУтМЅЛчєН·ўХ№МбіцБЛТЄЗуЎЈ
ЎЎЎЎ3.2І»РвёЦ°еµДО¬»¤±ЈСшЈє
ЎЎЎЎЛдИ»І»РвёЦ°еДНёЇКґЈ¬µ«І»µИУЪЛµІ»РвёЦѕНІ»»бёЇКґЈ¬Из№ыІ»РвёЦ°еК№УГєНО¬»¤І»µ±Ј¬»тХЯК№УГ»·ѕіМ«¶сБУЈ¬ѕН»б·ўЙъѕЦІїСх»ЇёЇКґПЦПуЎЈІ»РвёЦµДёЇКґЦчТЄУРИэЦЦРОКЅЈє»ЇС§ёЇКґ Ўўµз»ЇС§ёЇКґЎўУ¦Б¦ёЇКґЎЈУЙУЪІ»РвёЦ±нГж¶Ы»ЇД¤ Ц®ЦРДНёЇКґДЬБ¦ИхµДІїО»Ј¬УЙУЪЧФј¤·ґУ¦¶шРОіЙµгКґ·ґУ¦Ј¬ЙъіЙРЎїЧЈ¬ФЩјУЙПУРВИАлЧУЅУЅьЈ¬РОіЙєЬЗїµДёЇКґРФИЬТєЈ¬јУЛЩёЇКґ·ґУ¦µДЛЩ¶ИЎЈ»№УРІ»РвёЦДЪІїµДѕ§јдёЇКґїЄБСЈ¬ЛщУРХвР©Ј¬¶ФІ»РвёЦ°е±нГжµД¶Ы»Ї Д¤¶ј·ўЙъЖЖ»µЧчУГЎЈТтґЛ¶ФІ»РвёЦ°е±нГж±ШРлЅшРР¶ЁЖЪµДЗеЅа±ЈСшЈ¬ТФ±ЈіЦЖд»ЄАцµД±нГжј°СУі¤К№УГКЩГьЎЈ
ЎЎЎЎЅбВЫЈє
ЎЎЎЎ1. І»РвёЦ°еД»ЗЅТФЖдёЯЗї¶ИЎўёЯёХ¶И ЎўёЯДНєтЎўі¤КЩГьЎўµНО¬»¤іЙ±ѕєНЅЁЦюПЦґъЦКёРЈ¬ЛжЧЕЖдРФјЫ±ИµДМбЙэЈ¬ФЪЅЁЦюНвЖ¤БмУтґ¦УЪЙПЙэЗчКЖЎЈ
ЎЎЎЎ2. ИэЦЦІ»РвёЦ°еЈєµҐ°еЎўёґєП°еєН·дОС°еёчѕЯМШЙ«Ј¬ОЄ·бё»БўГжМṩѡФсЎЈ·дОС°еТЄ№ШЧў°еДЪІїОВ¶ИУ¦Б¦Ј¬¶ФКЩГьєНИИНд ЗъµДУ°Пм;ёґєП°еТЄ№ШЧўХ۱䴦ǿ¶И±ЎИх»·ЅЪ;µҐ°еТЄ№ШЧўјУЗїЅоµДјУ·Ёј°№¤ТХ;µНІгЅЁЦюїЙСЎФсЎ°ЗР°еЎ±№№ФмЈ¬ТтОЄГж°еґ¦УЪОЮУ¦Б¦ЧґМ¬Ј¬ДЬ»сµГєЬёЯµДЖЅХы¶ИЎЈ
ЎЎЎЎ2. УЙУЪІ»РвёЦ°е(МШ±рКЗµҐ°е)ИНРФЗї,НЁ№эІЙУГєПАнµДјУ№¤ЧйЧ°ј°°ІЧ°№¤ТХ,ПыіэІ»ѕщІРУаУ¦Б¦КЗМбёЯЖЅХы¶ИµД№ШјьЎЈАэИзЈ¬ІЙУГРНІДОЮУ¦Б¦№ТЅУМеПµЎўОЮУ¦Б¦ЧйЧ°Ўў¶ЁО»ОЮУ¦Б¦°ІЧ°№¤ТХОЄМбёЯЖЅХы¶ИґґФмМхјюЎЈ
ЎЎЎЎ3. УЙУЪІ»РвёЦІДЦКµДДНёЇКґРФЎўДН»®РФєНїЙС»·К№УГЈ¬¶шЗЎЗЎОЄїЙіЦРшµДЙз»б·ўХ№ЦР·ў»У»эј«µДЧчУГЈєЅµµНБўГжОЫИѕЎўМбёЯІДБПК№УГКЩГьєНЅµµНёь»»ВКЎЈ
ЎЎЎЎ4. І»РвёЦµДО¬»¤ТЄЧўТв±нГж¶Ы»ЇД¤µД±Ј»¤Ј¬К№УГ№эіМЦРТЄѕЎБї±ЬГвѕЦІїСх»ЇёЇКґЈ¬РиТЄУРјЖ»®µД¶ЁЖЪЅшРРЗеЅа±ЈСшЎЈ
ЎЎЎЎЦЦЦЦУРАыТтЛШФ¤КѕЧЕІ»РвёЦІДБПФЪОґАґµДЅЁЦюД»ЗЅК№УГЙПЅ«ґуУРЧчОЄЈ¬їЙТФЖЪґэЧ°УРЖЅХы¶ИёьёЯЎўёьјУББАцµДІ»РвёЦ°еД»ЗЅЅЁЦюЈ¬ТЩБўУЪіЗКРЅЁЦюБЦЦРЎЈ
ЎЎЎЎІОїјОДПЧЈє
ЎЎЎЎ[1]ЅАґЦйЎў К·№ъГфЈ¬±¦ёЦјјКх2009ДкФцїЇЈ¬Ў°±¦ёЦІ»РвёЦ°еґш ІъЖ·јјКхїЄ·ўЎ±
ЎЎЎЎ[2]ГПёщ±¦Б¦ёЯЈ¬ХФБўЅЬЈ¬Ў°ЙПєЈКАІ©ЦчМв№ЭНвЖ¤ЙијЖРВАнДоЎўРВ№¤ТХЎ±Ј¬№¤іМЦКБїЈ¬2011Дк 02ЖЪ
ЎЎЎЎ[3]јЄгеФ°Ј¬ЦЬТ»ЅмЈ¬Ў°±ЎІ»РвёЦ°еј¤№вєёЅУ±дРО·ЦОцј°їШЦЖЎ±Ј¬ИИјУ№¤ №¤ТХЈ¬2010Дк9ЖЪ
ЎЎЎЎ[4]ЦЬЕеЅЬЈ¬Ў°РВРНД»ЗЅЎЄЖЅЛшїЫКЅАЛїІ»РвёЦ°еД»ЗЅ Ў±Ј¬ГЕґ° Ј¬2008Дк04ЖЪ
ЎЎЎЎ[5]Р¤цОЎўНхОДМОЎўБъУРЗ°ЎўЦУЖјЈ¬Ў°І»РвёЦНјОДЧ°КО№¤ТХЎ±Ј¬±нГжјјКхЈ¬2001ДкµЪ4ЖЪ
>>>>>ОґѕРнїЙІ»µГЧЄФШ<<<<<
ЙПТ»Ті 1 2 ПВТ»Ті
ЧЁјТЅйЙЬ ГПёщ±¦Б¦ёЯ
ВБГЕґ°Д»ЗЅОЇФ±»бЧЁјТЧй
№¤ЧчµҐО»Јє ЙтСфФ¶ґуВБТµ№¤іМУРПЮ№«Лѕ
јјКхЦ°іЖЈє *
ЧЁТµЈє ЅЁЦюД»ЗЅЙијЖЎўК©№¤№ЬАн
ЧЁі¤Јє ёЯІгЅЁЦюД»ЗЅЙијЖј°К©№¤№ЬАн