中空玻璃是一种良好的隔音、隔热、防结霜、防潮、抗风压强度大、美观适用、并可降低建筑物自重的新型建筑材料,它是用两片(或三片)玻璃,使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。中空玻璃幕墙外观轻巧美观、不易污染、节约能源,房间冬暖夏凉,极大地改善了生活环境。中空玻璃多种性能优越于普通双层玻璃,因此得到了世界各国的认可,用量也越来越大,相对应的双组份硅酮密封胶的需求量也越来越多。
双组份硅酮密封胶主要为缩合型,产品主要特性为:高强度、高粘结性,优异的耐气候老化性、耐高低温性能,耐臭氧、耐紫外线、耐水,抗接缝位移能力大,快速固化,无污染,产品的优良性能得到了客户的一致认可。
在打胶(词条“打胶”由行业大百科提供)过程中,由于打胶工人素质良莠不齐,对打胶设备和双组份硅酮密封胶性能不是很了解,因此遇到问题后很多工人直接判定是双组份硅酮密封胶存在质量问题,无法良好沟通从而解决问题。为了促进生产厂家和代理商以及用户三方更好的沟通,尽快的找到问题的解决方法,更好的合作,现总结常见问题及正确操作方法如下:
一. A、B组份混合后固化太快导致无法施工或者固化太慢影响施工进度:
1.原因:
⑴工人配胶时不经过计量,凭经验操作,使A、B组份的比例波动较大,B组份多时会导致固化快,反之固化慢。
⑴双组份中空玻璃硅酮密封胶固化速度受温度影响较大,温度高时固化快,可根据温度在一定范围内调整A、B组份的比例。
2.正确操作方法:
⑴无论手工或自动化涂胶,在正常使用前建议先做小实验:根据固化速度调整A组份与B组份比例后,以确定适用期和固化时间,同时检查胶的混合是否均匀,外观是否细腻,合格后则可进行施工。
⑵A、B组份混合比例体积为A:B=10:1, B组份固化剂可根据施工温度变化加入,不能超过固化剂额定的15%,不能低于固化剂含量的6%,即比例在A:B=100:8--12之间变量混合施工,根据需要确定比例。
⑶混合后的密封胶随着温度及湿度的变化,适用期(一般是20~40分钟)和固化时间(一般是4~8小时完全固化,48小时达到最好性能)也变化.当温度及湿度升高时缩短密封胶的适用期及固化时间;当温度及湿度降低时延长密封胶的适用期及固化时间。
二.打胶机(词条“打胶机”由行业大百科提供)流速慢或者直接打不出胶来
1.原因:
⑴B组分有杂质: B组份在生产、运输或储存过程中如果操作不当或者存放不好,与空气接触易产生颗粒。
⑵工人施工不当:
①更换B组分时需要先排气,排出来的B组分堆积在压盘上,由于B组分压盘只有一根杆,在往下压的过程中会不断晃动,压盘上固化的B组分会掉入新桶内。固化的B组分经压力后会分散成小颗粒,导致堵枪;
②混合器和过滤网没有经常清理;
2.正确操作方法:
⑴使用前,先检查B组份桶内胶袋与盖膜间是否有固体颗粒,如有颗粒必须清理后才能使用。
⑵B组分能与空气中水分发生反应固化,因此开封后必须全部用完(如果确实用不完,建议手工混合均匀后封边角用掉),不能长期暴露在空气中。
⑶更换B组分时,必须把压盘上面固化的B组分和压盘下面出料口堆积的固化的颗粒B组分清理干净才能开始放压盘。
⑷混合器和过滤网必须经常清理,B组分内的小颗粒时间久了会堵住出胶口和滤网;
三. 施工后胶表面有颗粒,结皮。
1.原因:工人施工不当导致。
⑴B组份在生产、运输或储存过程中如果操作不当或者存放不好,与空气接触易产生颗粒,和A组分混合后导致胶表面有颗粒,结皮。
⑵工人在使用过程中,未使用完的B组分,储存时没有密封包装好,B组份接触空气表面固化产生颗粒,和A组分混合后导致胶表面有颗粒,结皮。
⑶A、B组份混合均匀后工人长时间没有施胶并修正,胶表面已经表干结皮,再次施胶时密封胶表面已经有颗粒,结皮。
2.正确操作方法:
⑴使用前,先检查B组份桶内胶袋与盖膜间是否有固体颗粒,如有颗粒必须清理后才能使用。
⑵已经开封的B组分,最好全部用完;如果未全部用完,必须密封包装好储存。
⑶A、B两组份按比例配好后,要在5分钟内混合均匀,并在十分钟左右施胶并修正完毕,时间尽量不要拖得太长,因为时间过长胶会慢慢反应成半固化状,因此会发生胶外观粗糙有颗粒,结皮。
四.A、B组份混合后一直粘手,掉色
1.原因:工人施工不当导致。
操作工人只凭经验,为降低固化速度或者不懂混合比例,没有按照使用说明中规定的范围, B组份加量过少,使胶不能充分固化,导致A、B组份混合固化后一直出现粘手,掉色情况。
2.正确操作方法:
⑴无论手工或自动化涂胶,在正常使用前建议先做小实验:根据固化速度调整A组份与B组份比例后,以确定适用期和固化时间,同时检查胶的混合是否均匀,外观是否细腻,合格后则可进行施工。
⑵A、B组份混合比例体积为A:B=10:1,固化剂可根据施工温度变化加入,不能超过固化剂额定的15%,不能低于固化剂含量的6%,即比例在A:B=100:8--12之间变量混合施工,根据需要确定比例。
五.胶中有气泡
1.原因:工人施工不当导致。
⑴更换A、B组份从排气阀排气时,空气没有全部排净就开始压胶;
⑵手工混胶过程中混入空气;

2.正确操作方法:
⑴空气全部排净才能开始压胶;
⑵手工混胶时必须顺着一个方向混合,以免裹进气泡,导致密封失败;同时要求混合均匀,没有色差;
⑶涂胶时要平整,连续均匀不漏涂.随涂随捣实,不缺角,胶层密实,涂胶后,应使胶层外表与两边的玻璃形成平面,特别是四个角部要饱满。
六.支装B组份打开时有液体流出料以及桶装B组分表面有液体料,有分层现象:
1.原因:
⑴B组分是由粉体和液体抽空混合均匀生产出来的,放置时间越久,由于地球重力作用导致粉体下沉,液体上浮,B组分表面就会有液体料析出;
⑵B组份接触空气表面固化产生颗粒,生产厂家为了隔绝空气撒入硅油(词条“硅油”由行业大百科提供)(硅油是B组分中使用的原材料,因此对产品质量没有任何影响); 2.正确操作方法:
⑴工人使用前顺着一个方向搅拌均匀即可,对质量没有任何影响;
⑵B组分稠度控制在9~11(数值越大越稀),稠度稠一些可以减少或者杜绝分层现象;
七.中空玻璃起雾、流淌
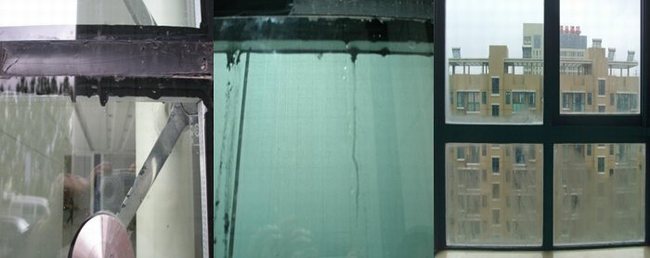
1.原因:使用的硅酮中空胶质量不好,有溶剂(飞度双组份产品绝对不含此溶剂,因此绝对不会出现“流眼泪”现象)渗入第一道密封胶即热熔丁基密封胶,丁基胶(词条“丁基胶”由行业大百科提供)被软化溶胀而流淌,其密封性与粘接性丧失,从而导致中空玻璃 “流眼泪”现象。
2.正确操作方法:选择品质好、质量过硬的中空胶;
八.双组份稠,混合费力或者难打
1.原因:工人施工习惯不同或者是施工不当:
2.正确操作方法:
⑴不同厂家配方不同,工人习惯某个产品的稠度,更换其他厂家的产品时会感觉到不适应;
⑵不同产品的打胶速度和压力值都是一个范围值,调整速度不能太快,压力也不能太大:打胶工人根据经验值调整设备到位后再打胶;
⑶如果设备调整到位,打胶速度还是跟不上,需清理混合器:可能是固化的小颗粒B组分堵枪了。
九.双组份密封胶粘不住基材
1.原因:施胶前没有做相容性测试
2.正确操作方法:由于基材类型太多,表面处理方法不同,所有生产厂家都不能保证双组份密封胶能粘住所有的基材,因此无论手工或自动化涂胶,在正常使用前建议先做小实验:根据固化速度调整A组份与B组份比例后,以确定适用期和固化时间,同时检查胶的混合是否均匀,外观是否细腻,合格后则可进行施工。或者寄基材到生产厂家做相容性测试,合格后再进行施工。