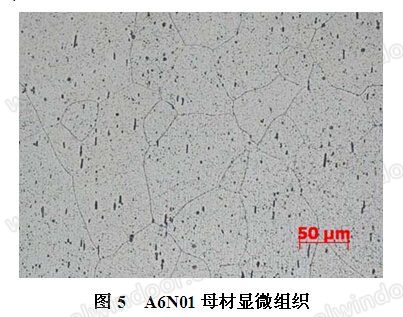
��������֯����Ʒδ�����գ�ƽ������ֱ��ԼΪ91.6��m���൱GB/T 3246.1-2012��4������ͼ5:
����(2)A7N01�Ͳ���Ʒ����������
�����ͱ���֯����Ʒ�������δ���־�����δ�����ơ���β�������������ǽ������ӡ������������ӡ��װ�������ȵ�״ȱ�ݣ��ͱ��������൱��GB/T 3246.2-2012��һ����
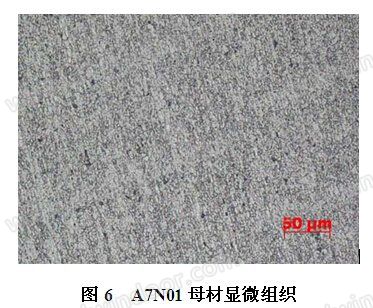
��������֯����Ʒδ�����գ�ƽ��������ԼΪ3.3��m���൱��GB/T 3246.1-2012��13.5������ͼ6��ʾ��
����3.5����������
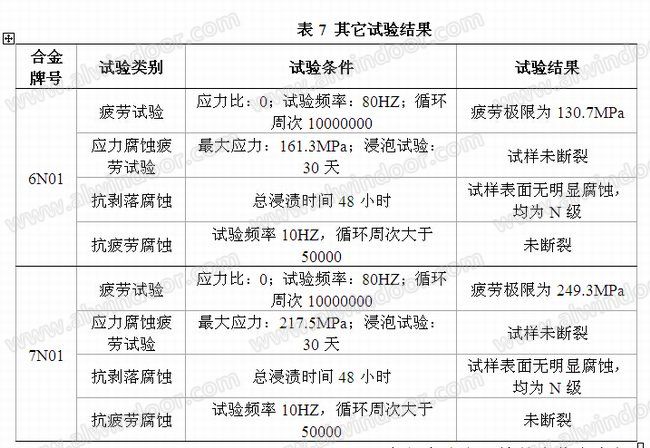
�����������е��������������7��ʾ��
�����Ͳĺ��Ӻ�����к���������ܡ���������ƣ��ǿ�ȼ�����Ӧ����ʴ��������飬���ĺ������ܾ�Ӧ�����г��Ͳĺ�������Ҫ�����鰴��г��CRH6�г������������12�׳����壬�����Ͳ�ƴ�����ã������ۼƹ���С��10mm�����Ӻ�ij���Ч����ͼ7��ʾ��

�������г��ͲIJ�Ʒ�ļ������֪�����м�����������г��Ͳı�Ҫ����ˣ�������õĹ��ռ�����������ȫ���еġ�
����3.6���鹤������
����3.6.1������������
�������������������У�����A6N01����������Ҫ��������6ϵ�Ͻ��Ϊ���ƣ��ڴ˲������������ڽ���A7N01�Ͻ������������ʱ����Ϊ��Ͻ̶ȱȽϸߣ�����������������ƵIJ����Ƚ��ϣ���������������ע�����·��棺
����(1)п�ܶ��������������׳�¯�ײ����ۻ���пֱ�������Ӵ����������𣬼��뷽ʽ��
������̶Ⱦ�����п��ʵ���ʸߵͣ�ͨ������������
����֤����¯���ۻ���һ��Һ������پ��ȼ���п���ķ�ʽ���У�������;
����(2)��Al�DZn�DMgϵ�Ͻ���������ϸ���Ͻ�����̬ʱ�ľ�������������������ë״�����������������ԣ��Ѻ���Ӧ������0.02��0.06%֮��;
����(3)ͨ��ĸߴ�Ar������99.99%���ϣ�����ʱ�䲻����20���ӣ�������ǰ��ؽ���ۼ���������ɨ���º�ɣ����⽫��������Ͻ����塣
����3.6.2ģ���������
����������ģ�������ʵ���г��ͲIJ�Ʒ���ͺͳߴ羫�ȵ���Ҫ��֤��Ҳ�ǻ�ò�Ʒ�������ܵĹؼ��㣬�����ڿ��ƿ������Ͳ��ĺ�����֯���Ͳ���ѧ���ܷ�����Ϊ��Ҫ��ģ�߷����Ĵ�С����������״���ֲ�λ�ã������ҵ���״�ͳߴ磬ģо�Ľṹ�ȼ��������������ģ��ʱ���迼�ǵ���Ҫ���֡�������������о���ģ�����ʱ��ע�����¼��㣺
����(1)��������ƣ����ڿ�ǻ�ұں�ϱ����Ͳģ���ƿ����ߵķ�����Ӧ�����ķ����״��ֲ����߽�������ѹ��С���������ѵIJ���;
����(2)��������ƣ�Ϊ�˽��ͺ������Ƴ��ֵĻ������Ẹ�����Ƶij̶ȣ����ٷ��������������ѷ����ŵĵ�����Ƴ�ˮ���Σ����ѷ������ż���Ƴ�20����;
����(3)�����ҵ���ƣ���Զ���ǻ�������Ͳĵ�ģ����ƣ������Ҹ߶��˴���45mm������ѡ��50��55mm����ǿ��ѹ���ͺ���ʱ�䣬ʹ�Ͳ��������ܴﵽǿ��Ч����ͬʱ���������ܱ���R5Բ�ǹ��ɣ����������������ڽ�������;
����(4)����������ƣ���ģ�����������ʱ���ѱں����������ڸ�ס���ֵĽ���������Ϊ��̡��ӽ��ͼ�ѹ���ĽǶȳ������ڱ�֤��Ʒ���;��ȵ�����¾����̡�
����3.6.3��ѹ���ȴ�����������
���������ͲĶ��ۺ����ܵ�Ҫ��dz��ϸ�ѹ����������Ҫ��������Ͳľ����ȼ���Ʒ���쳤���ﲻ����Ҫ���������ˣ������ڱ�֤������ģ��������ǰ���£��Ӽ�ѹ���յĿ����Լ��Ͳ�ʱЧ�ƶȵȷ�������˴������顣
����(1)���Ͳ�ʱЧ����ѡ��ʱ���Բ�ͬʱЧ�ƶȴ������ͲIJⶨ��������ѧ����(����ǿ��Rm������ǿ��RP0.2���쳤��A50mm),�������8����9��ʾ��
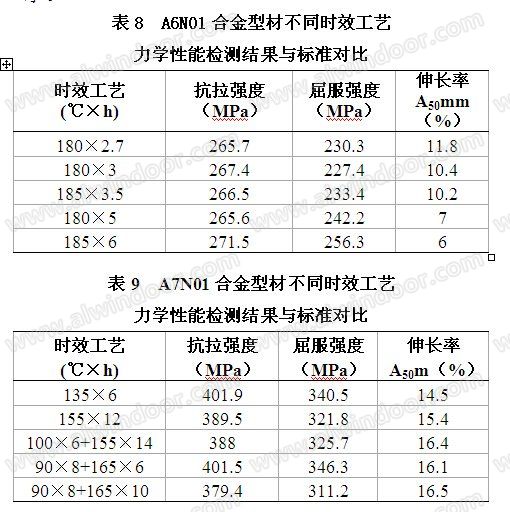
���������������У�����ѡȡ��A6N01Ϊ180���2.7h��A7N01Ϊ90���8h+165���10h�Ķ���ʱЧ���գ���֤��ʱЧ���Ͳĵ���ѧ��������Ҫ��
����(2)A7N01���Ͻ�ĺϽ̶ȸߣ��Ͻ�Ŀ�Ӧ����ʴ�������ܼ����Ȼ��ϲ�ڼ�ѹ�����У�ͨ�����������¶ȣ���ѹ�ٶȵȽ����Ż����ر��Ǽ������ߴ���ٶȣ�����Ч������ͲĵĿ�Ӧ����ʴ�������ܡ�
����(3)Ϊʹ��ѹ�Ͳ��������ܾ��ȣ��������õ��¼�ѹ��Ҫ��ѹǰ������������ǰ�����������¶����ͣ��γ�ÿ������20����¶��ݶȡ���ѹ������Ϊ����ȶ�����֯���ܣ��Ͳ����䴲ǰ12m����ǿ�����ȴ,12m���������紵���Ͳ���ȫ��ȴ��
����(4)���Ͳij���Ϊ24.5m��������ʱЧ¯Ϊ30m������ʱЧ�����У���ʱЧ¯ǰ����У���ã��²�Ӧ������2�档ʱЧʱ��Ӧ������ʱ�������������õ�����ʱ��Ϊ3��Сʱ��������ȥ���Ͳĵ���Ӧ������������Ӧ��������ҵ��ٿ��ṩ����
����4������
����(1)��A7N01�Ͻ��Ͳ���ȻʱЧ���ٽ���˫��ʱЧ����������ʱЧʱ����ӳ���������Ч��߸úϽ�Ŀ�Ӧ����ʴ���ܣ���������ʧ��������ѧ�����£����Դ������ߺϽ��������������A6N01�Ͻ��Ͳģ����̶����¶�״̬�£�����ʱЧʱ����ӳ���������Ч��߸úϽ�Ŀ�Ӧ����ʴ���ܺ���ѧ���ܣ����ǺϽ��Ͳĵ����������½��ģ���������ѡ�����ǷʱЧ���ա�
����(2)��ģ����ƹ����У���ı��Գ�������Ϊ����ص��˼�룬�������ȿ��Dz�Ʒ����Ҫ��ģ�ߺ����Ҳ��˹��һ����40��55mmΪ�ˣ���Соͷ�Ŀյ�λ�üӹ��辡���ܹ⻬���������������Ͳľ����ȲŸ��״ﵽһ���ı���
����(3)��ҵ��ӽ����Ͳĵ����������ӵ��г����������������������ġ�����ҵ��ٿ��ṩ����������һЩ�ر���Ӳ���豸���羫��ģ�ӹ��豸�����ͼ�ѹ�豸���¿ؾ�ȷ��ʱЧ¯�ȣ������ǿ�����˲ŵĴ����Լ�������Ա������Ա����רҵ������ѵ�����������ܽṤ�ղ����������ϸ�ִ�й��ռ���Ҫ��
����(4)������ϸ�IJ�Ʒ���ٵ�������ԭ���ϲɹ�����������ѹ�������⼰��װ���˸������ÿ����Ʒ��Ҫ��������ϸ�ļ�¼��ȷ����Ʒ��Ϣ�������ԡ�
�����ο����ף�
����[1] Ф���죬лˮ������������.���ӹ�����ʵ���ֲ�[M].������ұ��ҵ������,2005.
����[2] ��ף��,�����.���Ͻ���ӹ��ֲ�[M].��ɳ�����ϴ�ѧ�����磬1989.
 ��һҳ12��һҳ
��һҳ12��һҳ