1)外观――要求无可见的颗粒、凝胶及空气夹杂。中空玻璃生产线要求一道密封胶为均匀细腻的热塑性胶体,保证挤注胶条连续、不断线。
2)密度――中空玻璃生产用材计算依据并相对表征产品组成一致性。各产品的密度可有不同,但各该产品密度应稳定,其限量指标为±0.05g/cm3。
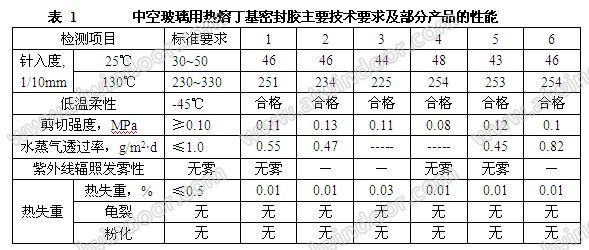
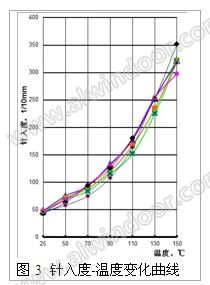
3)针入度――表征产品常温可塑性和高温流变性。要求高温(130℃)针入度范围230~330 (1/10mm),过低可能影响挤出施工和粘结质量,过高可能有流淌 影响挤出胶的规整性;要求常温(25℃)针入度范围30~50(1/10mm),超出范围可能会影响中空玻璃的初粘尺寸。图3显示温度25℃-150℃下6产品针入度变化曲线,可见它们的流变性十分相近,针入度测试值波动范围很小,25℃时集中为43~48(1/10mm),130℃为225~254(1/10mm),这一良好状况有利于中空玻璃的在线生产,但是否按该水平调整指标要求,值得探讨。
4)热失重――表征产品在高温下可挥发性低分子物含量及热稳定性,对控制产品配方充油和防止中空玻璃内表面雾化有一定意义。标准要求产品130℃×50h条件下的质量变化≤0.5%,表1结果显示产品的热失重均低于0.1%,表明产品可挥发性的低分子物含量甚微,为限制掺的产品,该项目可否拟定指标为≤0.1%。
5)低温柔性――表征产品低温脆化的可能性,脆化开裂不利于密封。标准要求产品-45℃保持柔性。聚异丁烯玻璃化温度极低(-60℃),赋予丁基密封胶优异的低温性能。组成改变或掺加其他聚合物,可能劣化低温性能。
6)水蒸气透过率――表征产品阻隔水蒸气渗透的能力,要求透过率≤1.10 g/m2•d,这是保证中空玻璃密封寿命的重要指标。表1结果表明产品均符合要求,是否为提高中空玻璃密封耐久性,拟定更苛刻的指标值得探讨。
7)紫外线辐照发雾性――表征紫外线辐照下产品在中空玻璃内产生有机凝雾的可能性。作为中空玻璃内密封层,丁基密封胶不发雾是保证中空玻璃耐紫外线辐照的基础,尽管紫外线辐照发雾性试验是中空玻璃的检验项目,但对丁基密封胶的检验至关重要,有利于提前设防检出含油或含溶剂的产品。
8)剪切强度――表征产品对基材(玻璃、铝及不锈钢等)的粘结性能,对中空玻璃合片和转移工序中丁基密封胶的适用性评估具有意义。值得注意的是本产品物理形态为粘塑性体,粘结强度对温度敏感,对力作用速度极为敏感,标准规定检测拉伸速度是50mm/min,即力作用速度较快,生产线上中空玻璃转移过程中要求产品具有一定的持粘性,即保证中空玻璃在粘结运转过程中不发生错位或解体,所以检测强度应选择适宜的加载速度。至于二道密封胶固化后其强度并不显得重要。但值得注意的是中空玻璃应用中热变形及位移作用下,丁基密封胶低速拉伸下延展伸长性能,保证变形条件下密封层流变连续完整,保证中空玻璃密封。
4.2 应用相关的要求
值得考虑的相关应用和要求,如挤出性、可塑性、持粘性和断裂伸长率等有以下分析:
1)挤出性――表征密封胶适宜热挤出应用的工艺性。试验方法是将产品在一定温度、一定压力下从规定口径的枪嘴挤出,测量单位时间挤出量,判定产品在生产线挤出施工的适用性。产品挤出性的试验结果为6.94~7.96(ml/30s)(表2)。该项目的试验方法非标准化。
2)可塑性――表征产品在恒定压力下的塑性变形能力。采用塑性密封腻子质量控制通用的标准化试验方法,即将试样放置在可塑度试验机压板间,以质量5kg的砝码自重施加静负荷,测定试样厚度从20mm压缩至10mm的时间,同时测定试验卸载后10min时试样厚度的回缩量。该项目对评估产品合片受压时的塑性变形性能具有意义,试验方法科学实用。产品可塑性试验结果列于表2。

3)持粘性――评估产品适应中空玻璃粘结成型过程中的粘结能力。中空玻璃粘结成型过程中,粘结构件运送、转移、码放时,丁基密封胶将承受单片玻璃的自重,持粘性应保证该短时间内不发生两片玻璃错位或分离。试验采用压敏胶带的试验方法,采用玻璃-金属板粘结试件,在持粘性测定仪支架上单侧面吊挂,测定滑移或滑脱的时间。具体技术指标可参照生产条件验证试验后拟定。
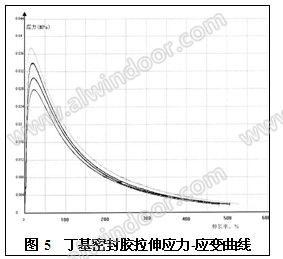
4)断裂伸长率――表征产品拉伸断裂时最大伸长变形。业内认为“一道密封丁基胶最大延伸率只有10%,若二道密封胶延伸率很大,就会造成一道密封的破坏,影响中空玻璃气密性” ,可见断裂伸长率与密封性相关,应拟定断裂伸长率指标。试验测定4个产品拉伸(速度50mm/min)时应力-应变曲线(图5),丁基密封胶的断裂伸长率均超过400%,即在该范围内受拉变形时胶层能保持连续性,不会断裂破坏。
5 讨论
图6 随动性间隔条
以粘性流体聚合物为基础的热塑性丁基密封胶,具有粘性流体赋予的流变特性,目前对其狭缝胶的变形特征及与湿气渗透的关系研究甚少。中空玻璃在外力或内压作用下挠曲,扩张胶缝厚度,同时改变丁基密封胶垂直方向尺寸,粘性流体在开口效应作用下似应向狭窄缝内收缩。若不考虑表面粘附性影响,按泊松比0.5计,厚度拓宽一倍(由0.6mm扩至1.2mm),粘结宽度(渗透路径长度)应向内缩进50%(由7mm缩进3.5mm),有必要试验研究这种变化对渗透速度的影响,为降低中空玻璃密封耐久性提供技术依据。

此外,丁基密封胶是三面粘结,应力-应变模型不同于两面粘结 。为减少不利变形对中空玻璃密封性的影响,可否改变粘结构造,如发展具有随动性的间隔条、柔性间隔条等(图1b,c),间隔条侧同密封胶能随玻璃挠曲变形同向同步位移,减小密封通道厚度和长度的变化(图6) 。
参考资料
1.马启元,李少甫,中空玻璃边缘可靠粘接是其功能的重要保障[J],门窗幕墙信息,134,2012
2.JC/T 914-2003,中空玻璃用热熔丁基密封胶[S],中国标准出版社,北京,2003
3.陈文洁,中空玻璃用硅酮结构密封胶标准解读[J],中国建筑防水,2010(5):42~44
4.陶伟,隐框幕墙中空玻璃结构粘结设计探讨[J],粘接,2012.2
5.Joseph S. Amstock主编,王铁华译,建筑玻璃实用手册[M],295~298,,298~301,清华大学出版社,2004.1
 上一页12下一页
上一页12下一页




















