四、提高防火门质量的有效措施
设法让临时性隔热断桥常态化是提高防火门质量的有效措施。前面说过,图5所示的结构有利于减少传热,之所以不能普遍使用,其主要原因是因为使用螺栓组装的工艺性能不好。有没有提高其工艺性能的方法呢?答案是有,可采用
焊接的方法。图7左是欧洲某企业生产的有隔热断桥结构的钢框
玻璃门窗型材示意图。将此技术移植到防火门上去,我们就能生产出图7石所示的有隔热断桥的防火门门框。
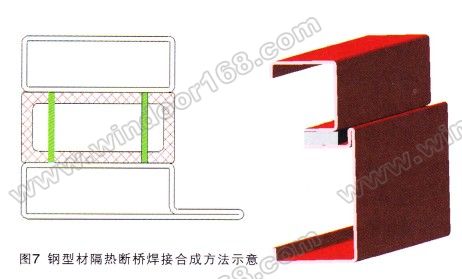
使用图7左所示的型材制作的
门窗,人们从门窗实物表面和一般的宣传资料上,只能看到其型材内外层是钢管,在两层钢管间夹有非
金属隔热材料,并不能发现其合成方法。通过深入研究,我们发现,其型材内外层钢管间除了非金属隔热材料外,还有若干个连接柱,而且采用了焊接合成的方法。其大致方法是:先用
轧机轧制好所需的室内层、室外层钢管;在非金属隔热材料上打好孔;将连接柱插在非金属隔热材料事先打好的孔内,并将内层钢管、非金属隔热材料、外层钢管上下摞好对齐;最后加压通电,逐个焊接各个连接柱,把三者合成一个整体。其过程如图8所示。

使用图7左所示的焊接方法,如连接柱直径是6mm,其
截面面积约为20mm平方米。普通的防火门门框是开口型材,如型材的壁厚是1.5mm,20mm的长度,其室内侧与室外侧的连接面积则达到30mm平方米。自隔热断桥的型材与没有隔热断桥的型材相比,如果隔热断桥的型材,每100mm有一个焊点,其直接传
导热量的通道宽度将减少80O%,传热距离也明显被延长。采用焊接合成的方法,可以满足生产有隔热断桥的防火门门框的需要。室内
钢门窗企业在研制自隔热断桥的钢框玻璃门窗时,已与焊接设备制造企业做过相关的试验,我国有能力制造类似的专用合成设备。
五、焊接合成技术的前景
1.为不在防火门门框内充填混凝土创造了条件。
只看图4左,在防火门门框内填充混凝土并不是一件难事。然而在实际工程中,因为门框外还有墙,做好这个工作并不容易。安装前,在工厂里向防火门门框内填充混凝土确实很容易,但混凝土
固化需要时间,且填充混凝土后的防火门重量增加很多,给包装运输增加了许多困难。安装时,在现场向防火门门框内填充混凝土,防火门与洞口之间的缝隙有时很小,不仅操作困难,检验也很困难,参见图4右。可以说,实际使用的防火门,其门框内填允的混凝土很难达到性能检测时的水平。采用隔热断桥技术后,型材,如图9所示。

这样在室内侧型材与室外侧型材间有一层非金属隔热材料,其间虽自金属连柱相联,但传
热通道已由一条线变成了若干个点。在此基础上,在生产型材时,在型材内填入保温材料(插入轻质
保温板),
热辐射利
热对流的传热通道也可被有效阻断。重要的是,采用上述方法生产防火门,在安装时不需要在防火门门框内填混凝土,用工厂化作业代替现场作业,有利于保证实际使用的产品与性能试验的产品保持一致,使防火门质量具有更可靠的保证。不过,这种闭口结构的门框在开
铰链孔、锁孔、睹
插销孔等孔时需要专业的开口设备和工装。
 上一页12345下一页
上一页12345下一页




















