本篇文章内容由[中国幕墙网]编辑部整理发布:
1 我国铝合金建筑型材的现状
1. 1 生产厂、产量及表面处理等情况全国约有650 家铝型材生产厂, 各种挤压机台保有数大约4250 台, 铝合金建筑型材年产量约350万t , 2006 年全国铝合金型材出口量50. 8 万t 左右。铝合金建筑型材各种表面处理的比例大致为:基材, 8%~ 10% ; 阳极氧化、着色, 28% ~ 30% ; 阳极氧化、着色电泳, 17%~ 19% ; 粉末喷涂, 44% ~ 45% ;氟碳喷漆, 3%~ 5% ; 其他, 2% ~ 3%。
1. 2 铝合金建筑型材执行的标准
1. 2. 1 规范标准
( 1)GBPT 8013. 1-20075铝及铝合金阳极氧化膜与有机聚合物膜第1 部分: 阳极氧化膜6;
( 2)GBPT 8013. 2-20075铝及铝合金阳极氧化膜与有机聚合物膜第2 部分: 阳极氧化复合膜6;
( 3)GBPT 8013. 3-20075铝及铝合金阳极氧化膜与有机聚合物膜第3 部分: 有机聚合物喷涂膜6。
1. 2. 2 产品标准
( 1) GB 5237. 1-20045铝合金建筑型材第1 部分:基材6;
( 2) GB 5237. 2-20045铝合金建筑型材第2 部分:阳极氧化、着色型材(词条“着色型材”由行业大百科提供)6;
( 3) GB 5237. 3-20045铝合金建筑型材第3 部分:电泳涂漆型材6;
( 4) GB 5237. 4-20045铝合金建筑型材第4 部分:粉末喷涂型材6;
( 5) GB 5237. 5-20045铝合金建筑型材第5 部分:氟碳漆(词条“氟碳漆”由行业大百科提供)喷涂型材6;
( 6) GB 5237. 6-20045铝合金建筑型材第6 部分:隔热型材6。
1. 2. 3 专用辅助标准
( 1)YSPT @@ @ 5铝合金建筑型材专用辅助材料( 粉末) 6;
( 2)YSPT 铝合金建筑型材专用辅助材料( 隔热条) ;
( 3)YSPT 铝合金建筑型材专用辅助材料( 隔热胶) ;
( 4)YSPT 铝型材、铝板(词条“铝板”由行业大百科提供)氟碳喷涂规范;
( 5)YSPT 铝合金建筑型材电泳涂漆规范。规范标准、产品标准和专用辅助材料标准这三大标准构成了铝合金建筑型材产品的系统、完整标准。
2 铝合金建筑型材的一些问题
每一种产品的质量特性都是由相关的要求确定下来的, 每一种产品的质量发展都是由客户需求而发展的。
就铝型材表面处理而言, 不同的表面处理工艺、产品的各种性能要求无不与相对应的氧化膜或漆膜(词条“漆膜”由行业大百科提供)的厚度有直接的关联。
膜的厚度不同, 其耐蚀性试验结果不一样。在我国的建筑门窗、幕墙规范中, 铝合金阳极氧化膜厚级别一般要求是AA10 级、AA15 级; 阳极氧化复合膜一般要求是B 级; 氟碳喷漆一般要求是二涂、三涂, 其漆膜厚度分别是30 Lm、40 Lm。因此, 我国建筑铝型材大部分的试验方法研究或产品质量特征的综合反映, 都是在这么一个表面处理膜厚的区间里。
事实上, 由于大气环境污染的加剧, 作为建筑物外围护结构(词条“围护结构”由行业大百科提供)的门窗、幕墙型材, 越来越显示要求向膜厚级别高的方向发展, 特别是幕墙型材, 在海外工程或国内重点城市都是采用银白AA25 级、电泳A 级、氟碳喷漆四涂等的表面处理铝合金型材。对于不同膜厚的性能的研究显得十分重要, 特别是阳极氧化膜AA25 级。
2. 1 封孔与陈化时间( 硝酸预浸磷铬酸法)
从图1 和图2 看出, 在同一生产线用同一工艺生产出的不同级别的阳极氧化膜厚度, 其陈化时间是不一样的,AA10 级、AA15 级的其陈化时间24 h 就可以了, 而AA25 级的却需要96 h。
2. 2 耐太阳晒热裂性
阳极氧化膜耐太阳晒膜裂性一般标准都未提到。阳极氧化膜的膜裂标准中都用热裂性来描述,试验方法是将样品置于恒温箱中预热到( 46 ? 3) e
保温30 min 来进行检查, 并且依次提高温度6 e 保温30min, 直至升到82 e 。
建筑门窗、幕墙型材的表面在建筑物上是直接置于阳光和大气环境之中, 其氧化膜可能也会直接受到强烈的阳光照射而引起热裂。

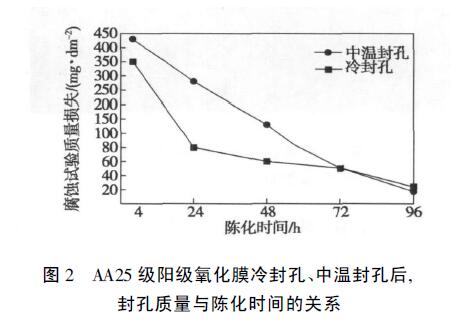
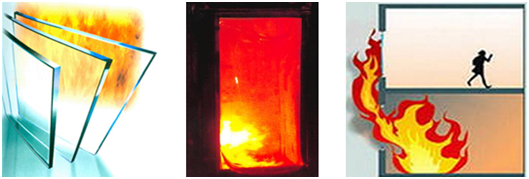
图3 示出阳极氧化铝合金型材在阳光下直接照射试验的图片。从日晒试验结果来看, 阳光直接照射会引起阳极氧化膜发生热裂, 氧化膜厚度越厚, 这种热裂越容易产生, 但是这种阳光直接照射产生的热裂可以用调整阳极氧化工艺和中温封孔工艺来解决。

2. 3 安装腐蚀问题
铝合金门、窗的安装施工分为: 干法施工和湿法施工。
建设部制定的铝合金门窗工程技术规程对湿法施工有要求: 铝合金门窗框周边与洞口抹灰层接触部位, 应进行防腐处理, 但是在防水泥沙浆中没有规定对海沙的使用要求。
在浙江省温州一带的建筑物用海沙作水泥砂浆, 其清水墙铝合金型材常出现腐蚀, 如图4 所示。
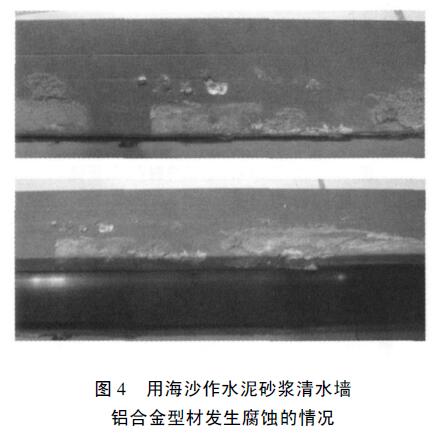
从图片中看, 腐蚀孔不但从铝合金型材粉末涂层腐蚀, 连铝基体也一起发生腐蚀, 并且腐蚀成洞口, 全穿透。
海沙中的氯化物对型材有这么大的腐蚀吗? 我们用工业盐酸浸泡型材的试验来看氯化物对喷涂铝合金型材的腐蚀情况, 图5 为浸泡试样的实物图片。从三组盐酸浸泡试验看出, 型材表面的涂层并没有受损破坏, 只是光泽度暗淡了一点。为什么没有出现用海沙作水泥砂浆时那样的腐蚀情况呢? 是否是用海沙作水泥砂浆的缓慢腐蚀才对铝型材的腐蚀产生效果( 因为用海沙作水泥砂浆的清水墙抹涂一个月后才发现腐蚀孔洞) 。

3 对铝合金建筑型材的一些思考
( 1) 幕墙型材阳极氧化表面采用AA25 级的工程越来越多, 而AA25 级阳极氧化膜所呈现的问题比AA20 级以下的要多, 比如颜色重现性、耐磨(词条“耐磨”由行业大百科提供)耗性差等都是要研究的问题。
( 2) 虽然铝合金型材表面处理种类多, 但由于在型材使用环境中腐蚀介质种类繁多, 并且往往是多种介质交叉存在, 所以开展多元腐蚀介质对型材影响的试验研究较为重要。
我们曾仔细观察过天然气、家居厨房烹调的混杂气体、城市道路汽车排放的汽油、柴油、液化石油气混杂气等多元腐蚀介质对铝合金型材的腐蚀。
( 3) 目前GB 5237. 4、GB 5237. 5 标准中对涂层只强调遮盖型材装饰面, 非装饰面一般不要求, 这样导致非装饰面涂层薄, 甚至没有涂层。型材非装饰面没有防腐蚀的等级要求, 容易导致型材的腐蚀从非装饰面加剧进行从而影响型材的整体质量, 所以应有效规定型材非装饰面的防腐蚀要求与措施。
( 4) 我国大陆海岸线达18 000 km 多, 有渤海、黄海、东海、南海。据了解, 沿海地区民居建房都有取海沙做水泥砂浆的习惯。据我们掌握的信息, 出现海沙拌水泥砂浆发生腐蚀铝合金门、窗最多的地区是浙江省温州一带, 南海边的广东很少发现。是否能通过试验研究, 对使用海沙时其氯化物给出一个定量的限量, 指导使用者正确使用海沙, 这是我们需要做的工作。
( 5) 我国的GB 5237 标准和GBPT 8013. 1 标准中, 都阐明型材表层膜厚度选择的重要性, 都指出膜厚度是控制性能的重要指标, 但对于沿海地区建筑物的铝合金门、窗型材正确选用膜厚级别的规定还不够完备, 我们应该用以海边直线距离来清晰确定膜厚度的选用值。比如离海边直线距离5 km 的建筑物选用多少膜厚级别, 直线距离10 km~ 50 km 的建筑物又选用多少膜厚级别。
4 结束语
( 1) 对于铝合金建筑型材的各种表面处理, 其表层膜厚度是很重要的, 因为膜厚度是控制型材表面性能的关键因素。
( 2) 根据不同环境中不同介质交叉污染铝合金门、窗而造成不同的腐蚀, 要研究新的试验方法, 以促进工艺和铝合金门窗安装方法的改进。
( 3) 喷涂、喷漆型材的非装饰面应考虑制定一定的涂层厚度标准, 这种涂层厚度应以不露底为基准,以提高铝合金门、窗的接触腐蚀等级。