本篇文章内容由[中国幕墙网ALwindoor.com]编辑部整理发布:
挤压机是生产铝型材的主要设备,铝型材形状尺寸与外观质量与挤压(词条“挤压”由行业大百科提供)机的好坏密切相关,挤压机的分类形式有很多种,很多企业在选购挤压机时,要对挤压机的机型、挤压能力和档次作一个系统的了解,如何确定铝型材挤压机的吨位大小,也是铝型材生产厂家在选购挤压机时必须要考虑的一个方面,现在讲解一下有关挤压机的吨位如何选择。

01、铝型材挤压机的规格与型材横截面对角线之间是什么关系?
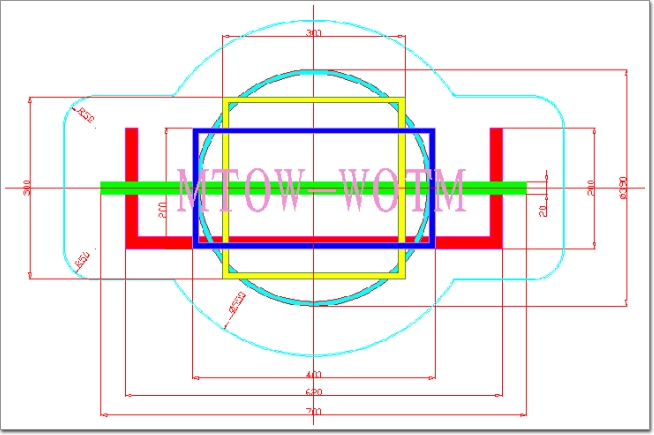
挤压机是按挤压力大小计算吨位的,吨位表示挤压力。常见的有500t、630t、800t、1000t、1200t、1800t、2500t等等,其吨位越大可生产铝型材越大,也就是对角线越大。简单的说就是挤压机规格越大可生产铝型材对角线越大,如图所示:大型挤压机出料口尺寸及挤压型材对角线要求。
02、挤压机大小与型材存在何种关系?
挤压机型号和铝型材的规格是要相辅相成的,合适的挤压机才能挤压合适范围的铝型材,一般是根据铝型材载面图来确定挤压比,再来定采用铝大挤压机,挤压机的确定多数是按挤压比来计算,这也与铝材厂的要求也有关系, 比如一个铝型材挤压比算下来只有5-15,这种情况设计都会要求铝材厂更换大机台来挤压产品,但是铝材厂对型材只有简单要求,要求模具厂不换压机进行设计。这时模具厂还是会做下去。所以现在设计师们很多时候都是按型材厂指定的信息来设计生产模具。
03、铝型材不一样,如何确定用多大吨位的挤压机生产?
根据需要挤压的合金(词条“合金”由行业大百科提供)类型、单机年生产量和型材的最大外接圆直径,我们来初步选定挤压机的类型,首先要考虑的问题就是挤压机的吨位有多大。
在选择挤压机的吨位大小时,一般要先计算挤压机的挤压比,挤压比也称挤压系数,是指挤压筒的横断面面积与铝型材总横断面面积的比例,它是铝型材生产中用来衡量铝合金变形量大小的主要参数,用下列式子表示:
λ=Ft/ΣF1
其中,Ft表示铝锭在挤压筒内填充后的横断面面积,用mm²表示;
ΣF1表示挤压型材的总横断面面积,用mm²表示;
在铝型材挤压时,铝合金的变形量大小也可以用变形程度来表示:ε=λ-1
如果用挤压的加工方法,对挤压比是有限值的,一次挤压的铝型材和铝棒在挤压时的挤压比λ要大于8-12,二次挤压用的毛坯的挤压比就没有限制。
上面用来计算挤压比的方法,简单说来也就是用挤压铸锭的截面面积÷挤压型材的截面面积,还可以用其它的方式来计算,即挤压出来的型材长度÷挤压用的铸锭(词条“铸锭”由行业大百科提供)长度。

在确定挤压机吨位大小前,还要了解型材的断面形状,从而确定模具的尺寸大小,进而确定模具的结构形式,这样可以确定出挤压的是空心型材还是实心型材,这二种不同的结构型材所需的挤压机吨位是有区别的。
挤压机的分类很多,按照挤压能力来分可分为小型、中型、大型和重型挤压机,每种不同型号的挤压机的挤压能力都有限制的,挤压能力通常用MN表示,也就是吨位,用于工业生产中用的6063铝型材挤压机的吨位有以下标准:
可用来挤压6063铝型材的挤压机吨位列表
500 600 800 1000 1200 1350 1600 1800 2000 2400 2800 3000 3500 4000 6000 8000 10000 12500 15000 20000
以上吨位的挤压机均可用来挤压6063型材的铝型材,铝型材生产厂家在选择挤压机吨位时要充分考虑到挤压机的挤压系数、型材的断面形状和模具的尺寸,以及自身的生产条件和产品要求,根据计算公式得出金属的变形量,从而确定合适的挤压机吨位,既能挤压出质量合格的铝型材产品,又不会给企业造成不必要的经济浪费。

04、购买铝型材挤压机的选择依据
我们在投资铝型材厂购买挤压机前,总是会考虑到挤压机的日产量、年产值、生产效益如何?产量是如何计算出来的?
1、首先我们要了解所生产的产品用哪种挤压机
挤压机分很多种,有铝型材挤压机,塑料挤压机,食品挤压机,铜材挤压机,金属挤压机,其中我们要介绍的铝挤压机主要适用于铝合金型材和棒材(词条“棒材”由行业大百科提供)的挤压加工,采用预应力组合框架结构,前上料正向挤压方式,油泵直接驱动,配置先进的机电液压控制系统和元件,以及配套齐全的机械化辅助设备,采用安全高性能PLC与工业控制计算机进行控制和数据分析。
2、铝材挤压机选择多大生产能力的依据
选择多大生产能力的挤压机,多数是按挤压比来计算,这也与铝型材厂的要求也有关系,它必须根据产量大小,断面大小和合金种类的原则来确定。
3、铝型材挤压机产量能力的参考值
如选择6063合金的型材制品为依据,制品最大外接圆直径为123mm,年生产能力3000吨,那么就选择800T或1000T的铝型材挤压机都可以达到年生产能力3000吨的要求。最后还要用比压和挤压成形压力来复核确认。所谓比压是作用于挤压垫上的单位压力。正向挤压时纯铝挤压成形所需最小单位挤压力为100一150MPa,铝合金普通型,棒材为200一400MPa,铝合金空心型材和壁板型材为450一1000MPa。反向挤压机的挤压力比正向挤压机减小30%一40%。
4、铝型材挤压机年产量依据
1.挤压机模具使用不同,产量就不同。
2.原料铝型材的壁厚也影响产量,越厚越容易出料。
3.铝型材原材料的材质,不同材质的棒材,出料多少也跟产量有关系的。
4.使用6063的棒材比较好挤压,出产量也高。
总结
所以产量跟模具和原料都是有关系的,一般挤压机设备24小时不停运转,630t一般5吨,800t一般6到7吨,1000t一般8吨。