������ƪ����������[�й�Ļǽ��]�༭������������
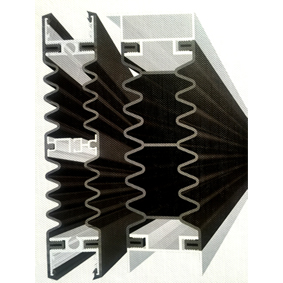
�������Ͻ��Ŵ�����ָ�������Ͻ���ѹ����������ѹ������ҵ��ٿ��ṩ���Ͳ�Ϊ���衢�����������Ŵ���Ϊ���Ͻ�������������Ŵ������Ͻ��Ŵ����������Ͻ��������˼�(���ܲ��������غ����������������ء�����ҵ��ٿ��ṩ���ĸ˼�)�����ĺ�ľ�����������ϵ��Ŵ��������ľ�����Ŵ�����������ľ�����Ŵ�������ҵ��ٿ��ṩ�������ܸ����Ŵ���
����һ�����Ͻ��Ŵ���������
����1.ʩ����
����1.1������
����1.1.1���Ͻ��Ͳ����Ŵ������Ͻ��ͲĵĹ��ϵ�С��ں�����Ĥ��ȡ�ɫ��Ӧ�������ͼֽ�����ұ������Ͻ����Ͳġ�GB5237-2012��Ҫ��
����1.1.2�����ܷ⽺���Ŵ��ò����ܷ�������ɫӦ�����Ͳ�����ɫЭ�����������ͼ�������Ӧ���㡶��������ͪ�ṹ�ܷ⽺��GB16776-2005�����Ҫ��
����1.1.3�Ŵ��������Ŵ������ѡ��Ӧ���Ϲ��̾���涨(�����ͼֽ�涨)��
����1.2��Ҫ����
������Ҫ���ߣ�����ʽ��⡢̨�ꡢ�����ꡢ����˫ͷ�������崲������ϳ����Һѹײ�ǻ�����ϳ���ô��ȡ�
����1.3��ҵ����
����1.3.1����ԭ���ϱ���߱������ϸ�֤,��������ϸ��ʹ�á�
����1.3.2����߱������Ļ�ǩ������Ƽ����飬����ָ��ڵ��������ͼֽ�����������ӹ�ͼ�����ϡ�
����1.3.3���ͺ��Ŵ�����������һ����Ʒ����רҵ�ʼ�Ա���ϸ������������
����2ʩ������
����2.1��������
����ѡ�ϡ��Ͳ����ϡ�ϳ�вۿڡ��塢������ա�����װ��������װ����װ������
����2.2��������
����2.2.1�����ճ�������ϸ��չ��ҹ淶���ռӹ�ͼҪ����С�
����2.2.2ѡ�ϣ��������ͼֽ�IJ���Ҫ����GB5237�йع涨���Ͳı����������м�飬�Ͳı���Ӧ�����Եİ��ݡ����ۡ���Ĥ����������Ĥ������ҵ��ٿ��ṩ����������Ť����������
����2.2.3�Ͳ����ϣ�
����a�����չ��ռӹ�ͼ��ע�ߴ���л��ߡ������и��������и�Ӧ����������Ͻ��Ͳĵij��ȣ����̴��䡢�������ϣ����ٶ�ͷ���ϡ��и�ʱҪע�����洦������ɫһ�£�����Ӱ�����ۡ�
����b������ʱ��Ӧ�ϸ����豸������̽��У����ȸ���ͼֽ�����ϵ�ȷ�����ϳߴ磬�����������ӹ�ʱ������һ�̴�����ϣ�����ϸ����Ͷ�������ӹ����������������칤��������ʲ�����10%��������������100�̳��������õ���10�����Ա�֤��Ʒ�����ĺϸ���;
����c�������Ͳĵ�������С�������ⴲ�Ľ����ٶȣ���������������Ƭ�������Ͳı��εȲ��������
����d�����Ϻ�IJ�Ʒ����Ӧ���չ��̡���������IJ�ͬ���зֱ�ѷţ����ֲ������ʲ��ϵ�ģ������Ͳı�������;
����2.2.4ϳ�вۿڡ��塢�����
����a������ϳ�У������豸�����������������������ӹ�ʱ���Ƚ���ϳ��һ�̣����Ҽ��飬��֤����Զ����߿�����Զ�˾����������ӵ㴹ֱ�������������߿��������ͬһƽ���ڣ�����ϸ���ٽ������������ӹ����������������ӹ������У�ʹ����ȳ߽��м�������ϳ���Ƿ�ϸ��Ա�֤��Ʒ�����ĺϸ���;
����b��ϳ�С��塢��ʱ��Ӧ�ϸ����豸������̽��У��������졢�м졢β������칤��������ʲ�����10%�������ӹ���������100�̵ij��������õ���10��;
����c���ͲIJ�����ʹ�����ʹ���ֱ�Ӽӳ֣���ֹ�����豸���˻��ɶ���ԭ��Ӱ��ϳ��������
����d��������λ�õ���ˮ������Ϊ2����������λ�ྻ��Զ��20mm���׳�30mm����5mm���̶���λ�ྻ��Զ��20mm,�м����600 mm������ˮ������ȷֲ�,�̶�λ��С��600 mm��ֻ��һ����ˮ�ס���ˮ��Ӧ������ˮ�ǡ�
����e���ӹ���IJ�Ʒ����Ӧ���չ��̡���������IJ�ͬ���зֱ�ѷţ����ֲ������ʲ��ϵ�ģ������Ͳı�������
����2.2.5����װ��
����a�������ǰ���븴���ͲĹ����ӹ��Ƿ�ϸ�;
����b���ѹ���ƽ���ڲ���ƽ̨�ϣ���װ���Ǹ�Ƭ������������һֻ�ͲĵĴ���Ƕ˲�����Ϳ��ǽ�����������ǽ�������ҵ��ٿ��ṩ��;(��߿�45�����ʹ�õ��������ʽ��ǣ�����ÿ����������ֱ�װ�����壬���ڱ߿�˲�����ǻλ�ÿ������������߿���Ǻ��ٷֱ����ѿ���λ��ע�����˹������ӵ�ʩ�����պͲ���ͨ�룬����Ч���45�����ǿ�������νDz���ˮ����������ˮ������ҵ��ٿ��ṩ����)
����c����ľ�����ô����Ͳģ�ʹ�����Ƭ�ͽ�����������Ͳ�ǻ�ڣ�ȷ�������װλ����ȷ�ʺ�;
����d��װ����ϣ�Ӧ�ѹ���ƽ������ǻ��м��ϣ��������������������������ꡱ����ҵ��ٿ��ṩ���Ͳ�Ʒ�������ͼ������ߴ�Ƚ����ĽǼ�ѹ����ѹ��Ϻ�����Ĩ�������Ľ��������ǽ�;
����e����Ǻ�����Ӵ�Ӧƽ������λ���Դ��ڵ�ȱ�ݱ������У��������;
����f����dz��κ�Ӧ���ݹ��̡���������IJ�ͬ���з���ѷţ��������ʲ��ϵ�ģ���ֹ�Ͳı������;
����g�����Ʒ�����Ϊ��߲�Ʒ�ϸ��ʣ���dz��ͺ�IJ�Ʒ������Լ�ͳ�죬�Լ���100%�������10%��������װ��������100��ʱ����������õ���10��;
����2.2.7�ܷ⽺�����������ܷ⽺��������ҵ��ٿ��ṩ���İ�װ��
����a���������ѹ�ܷ������ܷ���Ӧ�ӳ�2%�������Ӷ�ע���轺����ճ��;
����b���ܷ�����װ��ϣ�Ӧ���չ��̡���������IJ�ͬ���зֱ�ѷţ��������ʲ��ϵ�ģ���ֹ�Ͳı������;
����c�����Ʒ�����Ϊ��߲�Ʒ�ϸ��ʣ���װ��ϵIJ�Ʒ������Լ�ͳ�죬�Լ���100%�������10%��������װ��������100��ʱ����������õ���10��;
����2.2.7��װ�����䣺
����a�����Ʒ������ϸ�������ɾ����ӸDz�Ʒ�ϸ�֤ӡ�º��ɽ��а�װ����ǽ��ṹ��λ���ӵ����ʹ��������ճ������������ƴ�첿λʹ�����ϰ�װ�����ƣ�������Ľ�Ӧʹ������ֽ�ĵ����������ĵ桱����ҵ��ٿ��ṩ�����ٰ�������װ����Ӧ���ϰ�װ���桢��־GB191�涨��
����b����װ��Ϻ�Ӧ���չ��̡���������IJ�ͬ���зֱ�ѷţ��������ʲ��ϵ�ģ���ֹ�Ͳı������;
����c������ʱ��װ�����ա������������ι̣������Ʒ���복��ֱ�ӽӴ�������ײ�Ӧ����ľ������Ʒ���ʱӦ�����ţ���֤����������̵İ�ȫ��
����d�����������������:
����Ϊȷ��ʩ���ֳ���װ���ȣ��������ֳ����ص����ƣ����Բ������ֳ��ѷŽ϶���ϣ�����Ӱ�챾��λ��������λʩ����
����2.3������������
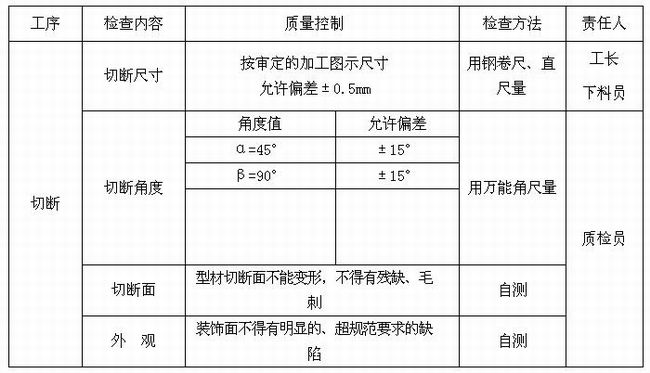
����2.3.1�ж�(����)����
��������� ��2.3.1
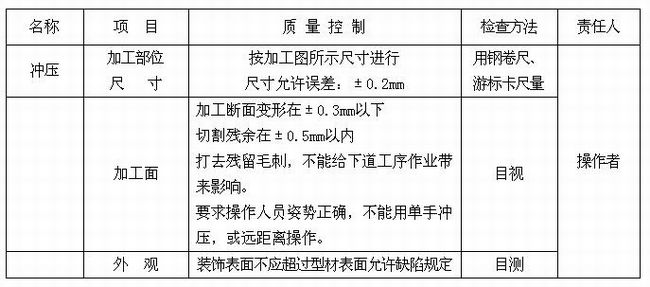
����2.3.2��ѹ����������ѹ������ҵ��ٿ��ṩ������
��ѹ�������� ��2.3.2
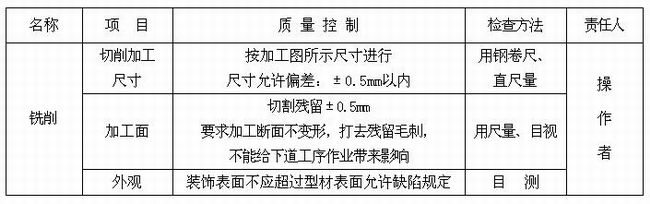
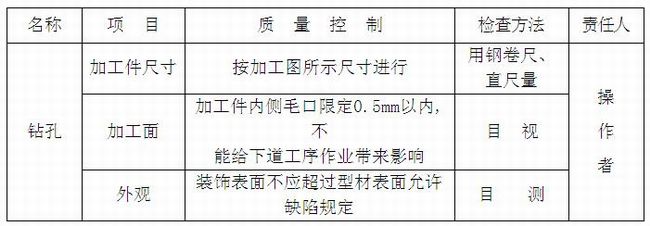
����2.3.3ϳ������
ϳ���������� ��2.3.3
��
����2.3.4 �����
����������� ��2.3.4
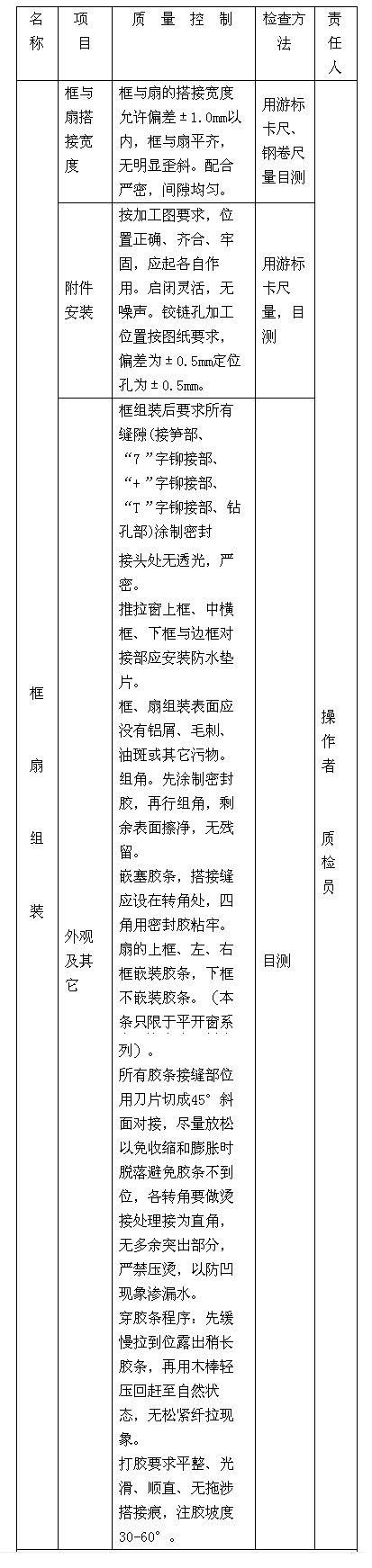
����2.3.5 ���Ʒ��װ����
ϳ���������� ��2.3.5
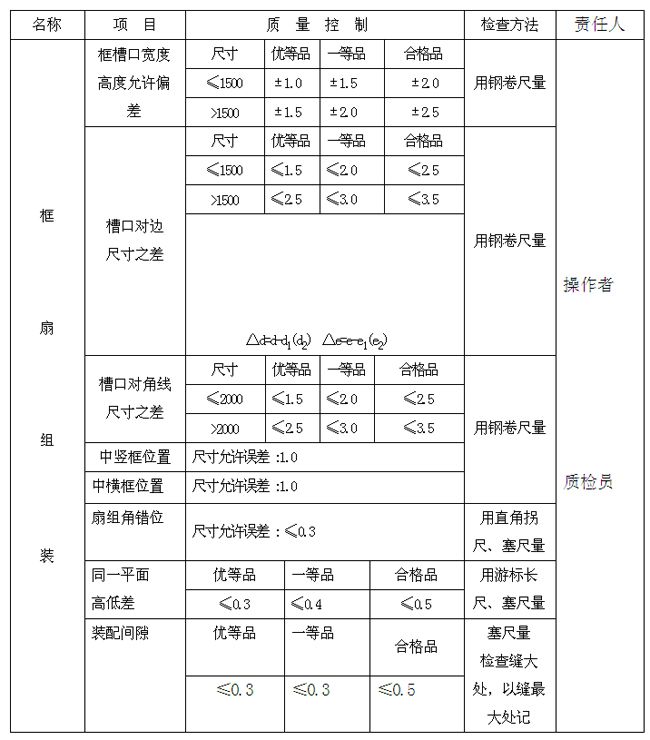
����2.3.6 ����װ����
����װ�������� ��2.3.6
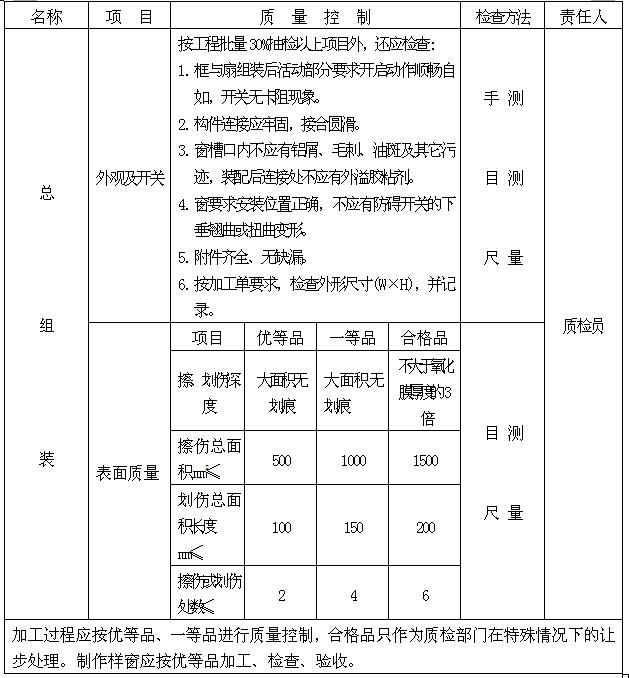
����2.3.7 ��װ����
��װ�������� ��2.3.7
����3������
����3.1������Ŀ
����3.1.1���Ͻ��Ŵ������ļ�������������������йر��Ĺ涨��
�������鷽�����۲�ͳ�����飬��Ʒ�����ϸ�֤�顢���ܸ����ⱨ�档
����3.1.2���Ͻ��Ŵ������ࡢ��ߴ硢��ʽ����������Ҫ��
�������鷽�����۲�ͳ�����飬������ͼֽ��
����3.2һ����Ŀ
����3.2.1�Ŵ������ڹ���Ӧ������ɫ�
�������鷽�����۲��顣
����3.2.2�Ŵ���ı�������м��ë�̻�������Ⱦ��װ�����Ӳ�λ��������Ťš���λ��ɶ�����װ�������������ˡ�
�������鷽�����۲��顣
����3.2.3���Ʒ��װ���ܡ��ι̡���������ɢ����
�������鷽�����۲��顣
����3.3����ƫ��(�������Ʊ�)
��������2.3.5��2.3.6���ŵ�Ʒ��һ��Ʒ���顣
����4ʩ��ע������
����4.1ԭ���ϡ����Ʒ����Ʒ�����估�ѷţ�
����4.1.1���䳵��Ӧ�������Ⱦ�����ľ���복������������̶��ο����Ͻ���ɢ���䡣
����4.1.2����ʱӦ��̧��ţ��Ͻ��ˡ�˦ ������ˤ�ȶ�����
����4.1.3���ϻ���Ʒ�������أ������պϸ���밴������ѷţ����������С�Ͱ��˿ɲ�ȡ���ַ�ʽ��
����4.1.4��������ֱ�ӷ��ڵ��棬������ľ�������Ҫ�ŷ����룬���ɶѷ�̫�ߣ��Է�ѹ�˻�����ȡ��Ҫ������ţ����ɳ�ȡ����ֹ���˻����ˡ��ӹ�ʱ�������괲����̨��Ҫ�ý�ֽ��Ӳֽ����������ɽ�������������ϡ�
����4.1.5�ܷ⽺����Ҫ���ϱ����ɳ��һ�Ӧ���ṩ������֤�飬���Ͻ��Ŵ�ѡ�ģ�����������ͼֽ�涨�Ĺ��ɫ�ں�Ҫ��
����4.1.6ÿ����ҵ���Ҫ�����Ʒ�ѷų��غ����䳵�������ɾ���
����4.2���Ͻ��Ŵ����Ʒ����
����4.2.1����ǩ�ϵ����ͼ���´������ƻ�������͡����Ͻ��Ŵ������������������䡣
����4.2.2���ݴ�����ͼ(�ӹ�ͼ�����װ��ͼ)���涨�IJ��Ͻ�����ҵ�����졣�Ŵ�����ǰӦ���ֳ��ṩ��ϸ�������ߴ磬�����������������
����4.2.3�ӹ�װ��ʱ��Ӧ���ֹ����������ɾ�������̨��Ҫ��ˢɨ����ֹ��мĥ����������Ĥ����ÿһ���塢������м��飬�����ü�¼��
����4.2.4�����İ��Ʒ�����ý���ֽ����Ĥ���а�װ���������˺Ͱ�װ��Ⱦ��
����4.3���Ͻ��Ŵ�����Ҫ��
����4.3.1���Ͻ��Ŵ�����ƴװӦ�ӷ����ܣ����������ɶ��������Ͻ��Ŵ�����ǽ��Ӵ��Ŀ�ߣ���龽Ӳ�λӦ������ˮ��(�׳ơ�����������������������ҵ��ٿ��ṩ����)�ܷ⡣
����4.3.2���Ͻ��Ŵ���¶������Ͳ�װ����Ӧ�ý�ֽ��Ĥ������
����4.3.3ƽ�����ȵĽ����ڽӽDz����õ�����ճ����
����4.3.4���Ͻ��Ŵ����ڹ�����װƽ��������װ��϶��Ӧ�ϸ���ơ�
����4.4���ڼ��鲻�ϸ�IJ�Ʒ��Ӧ��ʱ�����������ϣ��Ͻ����ϸ�Ʒ��ϸ�Ʒ��϶ѷš�
����5.��Ʒ����
����5.1���Ͻ��Ŵ������ij�Ʒ��������������ᴩ���������Ρ�
����5.1.1Ҫȷ��ȫ���������������Ͳĵ�����Ĥ�����ƻ������뼰ʱ��ȡ�ɿ��İ�װ������ʩ�������̨��������ձ���̺�ȡ�
����5.1.2���Ͻ��Ŵ����Ʒ��װ��Ҫ�������жѷš����ܣ�¶��ѷ�ʱҪ���ꡢ��ɹ��
����5.2���Ͻ��Ŵ����䣬Ӧʹ�����ij�������ȡ������Ч��װж������ȷ�����Ͻ��Ŵ�������
����6.��ȫ������ʩ
����6.1��ǿ����ҵ��Ա�İ�ȫ��������ʶ�������ϸ����ع��ڡ�������ְҵ��������ȫ��ҵָ���顷���йع涨��
����6.2�ֳֵ綯���߱��밲װ©�籣��װ�ã����ֵ綯��е�豸�����пɿ���Ч�Ľ��㱣������Ҫ��ר�˽��б�������ֹ��е�����¹ʷ�����
����6.3��ǿ����������۳���������ļ��ͼ�ع���������������һ���顢���ˡ������ڹ������;
����6.4�������û�е��������Ӧ���ϻ���Ҫ��;
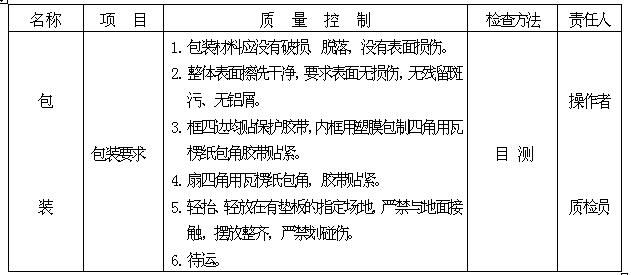
�����������Ͻ��Ŵ���װ��
����1.���Ͻ��Ŵ��İ�װ��������
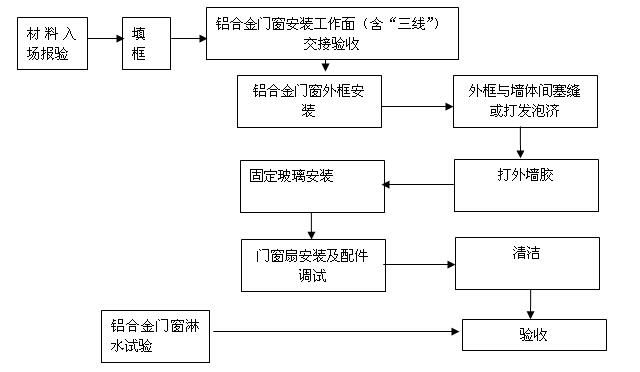
����2.���Ͻ��Ŵ���װҪ��
����2.1��������
�����������װǰ���ڷֶζ���(��ܿ�װ����)��װ������ô��ߴ��������߿���������������ÿ�㴰�ڴ����ߣ����о�ȷ���߶�λ��
����2.2��������װ����
����2.2.1�Ŵ���������(���ⴰ������������)������ɲ��õ��߿��ƺ����²��Ŵ�����λ�ã��Ŵ�����Ԥ���ߴ�Ӧ�������Ҫ��
����2.2.2��ǽשģ���Ű���ɡ�
����2.2.3���Ͻ��Ŵ���װ�����ߡ�������ֱ����ˮƽ����������ˮƽ�ߡ�����ҵ��ٿ��ṩ���ͽ����߾߱���
����2.2.4��̨�Ű�װʱ�������ѵ�װ������ߡ�
����2.2.5��ǽ�������������²����ȷ������װǰ����ʩ������ɡ�
����2.2.6������������ɡ�
����2.3�����ߴ����
����2.3.1���忪ʼʩ��ʱ���ɹ��̲���֯�ٿ�ר����飬ȷ�������ṩʱ�䡢������װ����
����2.3.2�ߴ����������Ҫ����ǽװ���߷ֶΣ����ֶζ���������ɺ�5���ڣ����̲���֯���Ͻ��Ŵ�������װ��λ������ʩ����λ�������ߴ���в������������ͼֽÿһ�ֹ���ܳ���3�֡��Բ�����Ҫ���Ԥ�����ڣ����̲�Ӧ��������ʩ����λ�������ġ�
����2.4���Ͻ��Ŵ����װ
����2.4.1���Ͻ��Ŵ�������Ӧ��Ҫ����б��顣
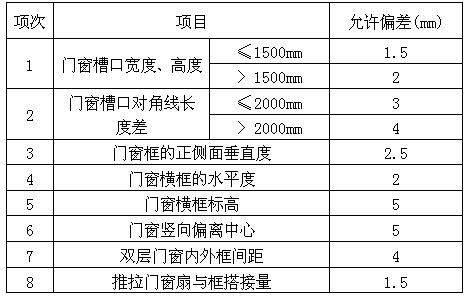
����2.4.2���Ͻ��Ŵ���װ������ƫ��
����(1)�ִ�λ����ȷ��
����(2)ʹ�ú�������Ƕ�λ��
����(3)�����ʱ�̶���ɺ�Ҫ��������ˮƽ�ȡ���ֱ������������ֱ�ȡ�����ҵ��ٿ��ṩ�����Խ��߳��ȼ�飬����ָ������Ϲ淶Ҫ��
����(4)��ǽ�̶������ˡ�180�L������̶���ļ���400�L���߹̶��㲻����2����
����(5)����װǰӦȥ����ױߵİ�������Ĥ��
����2.5�Ŵ����붴��ǽ���϶������
����2.5.1��˾Ӧ�ں�ͬ��ʩ����������ȷ�Ŵ�������������塣
����2.5.2�Ŵ��߿�������Ĥ������
����2.5.3ʩ��ǰӦ����Ͳı������ۡ��ҳ���
����2.5.4�����Ͳ��Ŵ����������۰�֬����;��ͨ�Ͳ�����������ˮɰ�����졣������¿��Ҫ��������ˮɰ����������ɰ��������ҵ��ٿ��ṩ����ɰ�����Ӧ���㵱�����Ҫ��
����2.5.5��ʱ�̶�����õ�ľШ������Ҫ�ڷ�϶�������24h��ʱ�γ���������������
����2.6�Ŵ����ձ��տ�Ҫ��
������ǰ������ʩ����λ��ǽӦ����ձ��տڣ����Ҫ�����£�
����2.6.1���÷�ˮɰ�����ձ��տڲ���(��˾����ʩ����ͬ������ȷ)��
����2.6.2�ձ��տڵ�ɰ�������Ͻ��Ŵ����������
����(1)��ǽ����Ϊ��ǽשʱ���ڸǿ�Ĵ����Ӧ��3mm���ڡ�
����(2)��ǽ����Ϊ��ǽͿ��ʱ���ڸǿ�Ĵ����Ӧ��8mm���ڡ�
����(3)��ǽ������ɺര�Ȱ�װ�Ŀ��ڲ�����治С��15mm��
����3����ǽש�����Ͻ��Ŵ���ķ�϶ӦС��5mm������ʵ������
����4�����Ϊ��ˮ�߿�����Ͻ��º��������װ�������Ӧ���ڵ�ˮ��5mm��
����2.7������װ
����2.7.1��װ����
������ǽ���������ɣ���ǽʪ��ҵ������ɣ�����װ���պϸ�����ǽ����Ѱ�Ҫ����ͺ���
����2.7.2��װǰ�Բ����ļ��
����(1)�˶��ͺš���ɫ��ʹ�ò�λ�Ƿ�������Ҫ��������Ѻ�(�ر��ǰ���)���Ƿ�ù��
����(2)��鰲װ����
������ ����������Ӧ�б�ʾ��
������ ��Ƭ��Ĥ��������Ĥ�������ڡ�
������ ��Ƭĥɰ������ĥɰ�������ڡ�
������ �п���Ĥ��������Ĥ�����������(��Ĥ��������)��
����2.7.3��װҪ��
����(1)Ӧ�����ɾ��������ڵĻ�ɰ������ȡ�
����(2)���ڵ��Ӧ�ڲ�����1/4����ÿ��Ϊ2�顣
����(3)�������У����������300mm�Ҳ�����2�顣
����2.8�š����ȼ������װ�����Ժ�����
����2.8.1�ܷ⽺��Ӧ���Ƚ�ѹ�Ͳġ�
����2.8.2�ȿ����������������ο���
����2.8.3�Ŵ��ֱ����������ο���
����2.8.4ƽ�����ȡ�������װ��ɺ�Ӧʹ�Ŵ��ȴ��ڹر�״̬��
����2.8.5����֮ǰ��Ӧ�������Ͻ��Ŵ���ˮ���顣
����2.9��Ʒ����
����2.9.1���Ͻ��Ŵ�Ӧ����ţ��±�Ӧ���𡢵�ƽ��������롣����װ����ˮ�Ĵ���ע����ʱ֧��ã���ֹ����ˮ��
����2.9.2�Ŵ�����ĤӦ�������������ٽ��а�װ����װ��Ӧ��ʱ���ſ��������а������ã�����ֹ�Ӵ��������κβ��ϣ���ֹ��ײ��
����2.9.3�����õͼ���ˮ���ʯ�������·�ʱ���º�Ӧ��ʱ��ˮ�ม��ˢ������ֹˮ���̻����������������������Ĥ�� ���Ͻ��Ŵ��ڶ·�ǰ������ˮ��ɰ���Ӵ���ӦͿˢ��������������������
����2.9.4Ĩ��ǰӦ�����Ͻ��Ŵ������ϱ�Ĥ�����ã�������ʪ��ҵδ���ǰ���κι��ֲ������䱣��Ĥ����ֹɰ������������ʴ��
����2.9.5���Ͻ��Ŵ��ı���ĤӦ�ڽ���ǰ˺ȥ��Ҫ��˺���Ҳ����ÿ���������ֹ�����滮�ˣ�Ӱ�����ۡ�
����2.9.6���Ͻ��Ŵ��������н�״��ʱ��Ӧʹ����˿մר���ܼ����Ըɾ����緢�־ֲ����ۣ�����СëˢմȾɫҺ����Ϳˢ��
����2.9.7���Ӵ��������Ĩ�ҡ���������װ���ܵ���װ����������ȹ��̣��Ͻ������ҡ����������Ͻ��Ŵ����ϡ�
����2.9.8���Ŵ����ʱ��������ֽ���������������������롱����ҵ��ٿ��ṩ�������û��ˡ��λ����Ŵ����棬����ʹ�ö����Ͳġ��������������ʴ�Ե�������
����2.9.9��������ǽ���ʱ���Ͻ�ʹ�ú��ᡢ������������ⸯʴ���Ͳġ���������������������������ҵ��ٿ��ṩ���Ͳ���