在以上三个过程中,型材挤压及表面处理、工厂内门窗组装是关键路线,五金配件、玻璃的订购定制均可在此过程中完成。因此,每批铝合金门窗进场,从下订单订购型材,到门窗框、扇进场安装合理的工期应在 23~30天。项目部在通知供应商进场及要求采购部确定单位时,应充分考虑门窗加工所要占据的时间,确定合理工期。
第三部分 安装知识
一、安装流程
1、施工准备
施工准备工作,主要是铝合金门窗厂复核总包洞口尺寸、与总包协调三线(水平线、垂直线、窗框安装进出线)位置的一个过程、进场材料验收。主要有以下三个过程。
a)洞口尺寸复核:总包的洞口应按施工蓝图砌筑,根据技术规范要求洞口施工质量应符合《砌体工程施工质量验收规范》(GB50203)的要求,门窗洞口宽、高尺寸允许偏差±10mm,对角线差值允许偏差≤10mm。超出规范要求的,应要求总包整改(洞口偏小时应凿除,并用防水砂浆粉刷平整,偏大时应加砌砖块或用细石砼修补,调整洞口尺寸)。铝合金门窗框尺寸按蓝图洞口尺寸收进 25mm加工制作,门下槛高度应根据内装修要求确定。安装时如出现洞口与门窗不匹配,可按照上述约定核对,按责任整改。
b) 三线位置确认:在门窗安装前,总包需要与铝合金门窗厂交接三线位置,保证门窗安装后水平、垂直方向的门窗对齐,门窗安装后离门窗洞口外沿距离一致。
c) 进场材料验收:根据合同技术标准及相关国家规范要求,首批材料进场需汇总采购管理部、监理进行现场验收。验收内容应包括门窗框、扇加工精度;型材、玻璃等合格证明,检查是否与合同约定及封样一致等。
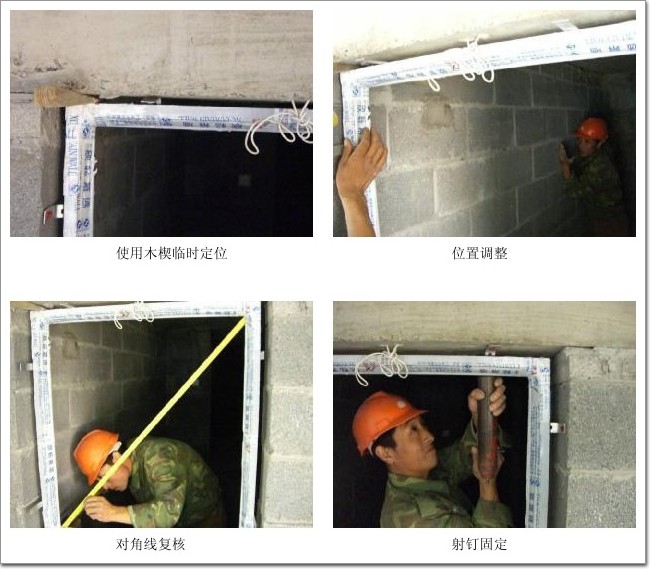
2、铝门窗框安装
上海地区目前门窗框安装方式为三边发泡剂,底边干硬性水泥砂浆塞缝的做法。经实践操作,与四边均用水泥砂浆塞缝的方法相比,目前采用的门窗框安装质量更容易控制,渗漏率也略低于四边塞缝的方法。具体方法如下:
a) 铝门窗框安装应在洞口及墙体抹灰湿作业前完成。铝门窗框在洞口内的就位,可采用木楔、垫块或其它器具调整并临时固定,但不应使型材变形或损坏。铝门窗框在洞口内固定后,应及时将木楔、垫块等移除。
b) 门窗框应离洞口不大于 30mm,以保证发泡剂打设质量。
c) 将铝门窗框调整到位,采用固定片分别连接铝门窗框及洞口,固定片材料及安装位置应符合铝合金门窗合同技术要求。
d) 固定片与墙体的连接,应固定在混凝土墙体或预留混凝土块上,可采用金属膨胀螺栓、塑料膨胀螺钉、特种钢钉(水泥钉)、射钉等连接方式。一般采用射钉方式。
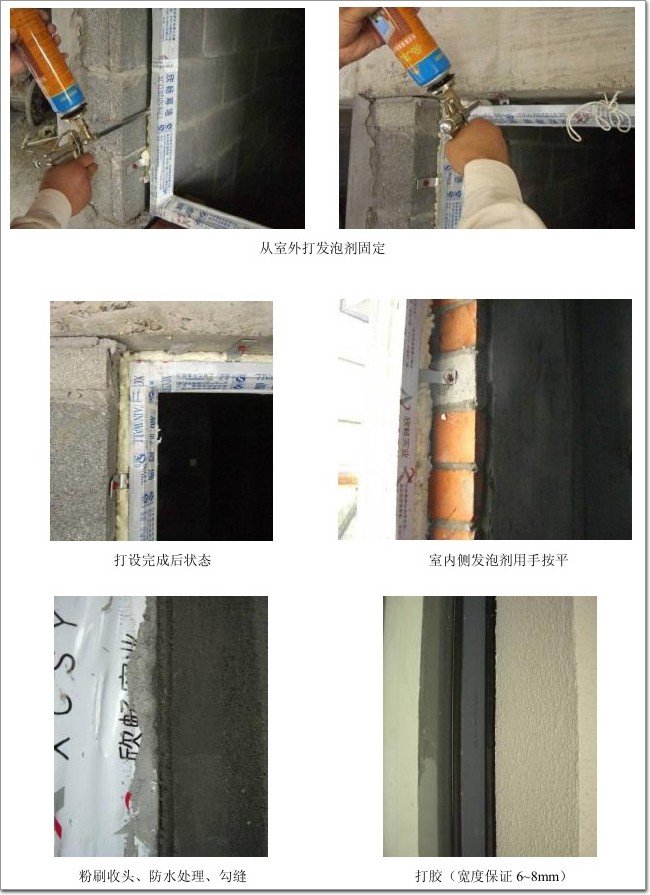
e) 固定完成后,铝合金上侧及两侧采用发泡剂填缝,用适当的胶枪由高于铝窗底边 200mm位置开始施打,垂直方向的施打应由下而上均匀推进。发泡剂离窗框外侧缩进 15mm左右,便于后期水泥砂浆嵌缝、沟硅胶槽、打硅胶。发泡剂打设时应从室外打,保证室外发泡剂表面平整,减少发泡剂调整工作,确保不出现渗漏。
f) 铝合金门窗下框采用 1:2干硬性水泥砂浆塞缝。
g) 对门窗框四周进行粉刷收头、进行四周防水处理、并用钢筋或专用工具沟出 6~8mm深的硅胶槽,最后在硅胶槽内打中性硅酮密封胶。
h) 参照附录打胶说明,在窗框底角等位置需要打设中性硅酮密封胶。
错误做法特别说明:

 上一页123456789下一页
上一页123456789下一页




















