本篇文章内容由[中国幕墙网]编辑部整理发布:
随着社会的进步,人们的环保意识逐渐增强。幕墙用Low-E玻璃在建筑领域应用越来越广泛。为了确保安全,幕墙玻璃应尽量进行钢化处理,然而幕墙用Low-E玻璃的钢化在国内并不普及,经验相对较少,本文在实践的基础上阐述了幕墙用Low-E玻璃的钢化。
幕墙用Low-E玻璃的钢化
Low-E玻璃
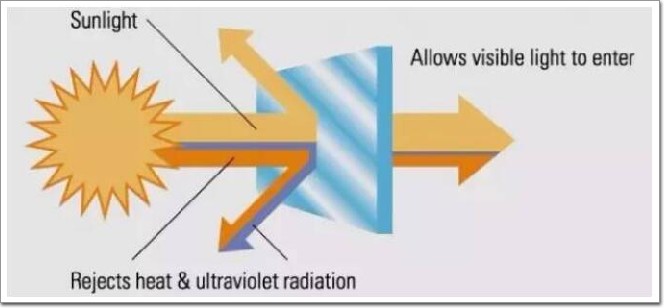
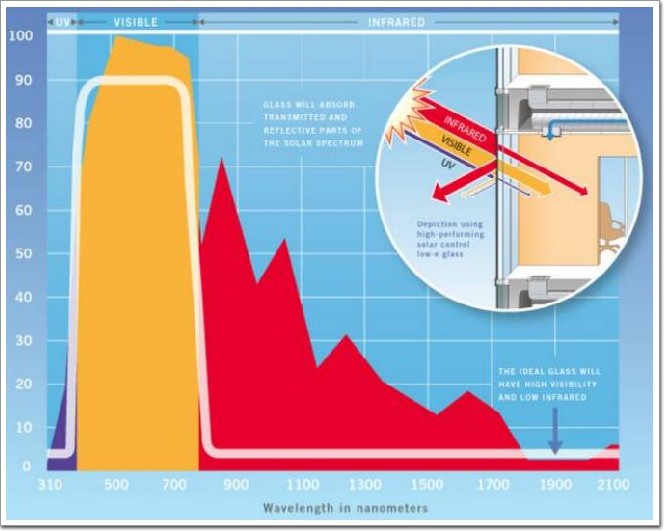
低辐射膜玻璃国内也称Low-E玻璃,是一种新型的在线热解多层镀膜玻璃,它能使太阳光中的近红外线透过玻璃进入室内,有利于提高室内的温度,而被太阳光加热的室内物体所辐射出的3μm以上的远红外线则几乎不能透过玻璃向室外散失,因而低辐射膜玻璃具有良好的太阳光取暖效果。低辐射膜玻璃对可见光具有很高的透射比(75%~90%),能使太阳光中的可见光透过玻璃,因而具有良好的自然采光效果。Low-E玻璃是在平板玻璃的表面上镀制特殊性能膜层,将玻璃的整体辐射率(词条“辐射率”由行业大百科提供)由0.889左右降低到0.2以下。


玻璃钢(词条“玻璃钢”由行业大百科提供)化过程中应注意的事项
玻璃的钢化过程就是通过对玻璃内部的应力重新构建,使之符合特定的模式,从而使玻璃的抗弯强度、抗冲击强度、耐热冲击性、碎片安全等性能显著提高的热处理过程。其过程可以概括为先加热,后急冷,形成特定热应力。玻璃钢化的基本要求如下:
(a)尽快把玻璃加热到转变点Tg以上,软化点Tf以下的某一特定的温度。
(b)均匀加热。玻璃平面(词条“平面”由行业大百科提供)内前后左右各个方向上温度相同,厚度方向上,厚度的中心面上下对称。
(c)加热过程中不损伤玻璃的表面,不产生外观缺陷和弯曲变形。
(d)玻璃不能“夹生”。即玻璃的内部不能有温度低于钢化所规定的温度的部位。
(e)冷却速度适当,对于不同厚度的玻璃,应调整冷却强度及冷却速度。
(f)不产生表面划伤、麻点、弯曲、翘扭等缺陷。
(g)冷却终止时温度适于搬运。

浮法玻璃的钢化处理
浮法玻璃自上片台快速进入钢化炉,减速后在钢化炉加热区域前后往复摆动,浮法玻璃在加热炉(词条“加热炉”由行业大百科提供)内,上下两个表面同时开始吸热升温,热量对称传递到玻璃的中心层面。为保证加热均匀性,玻璃需要前后摆动。在整个加热过程中,热量传递以辐射传热(词条“辐射传热”由行业大百科提供)为主。热量的传递有三种方式,即传导、对流、辐射;一般在自然情况下,低温时以传导传热为主(200℃以下),
中温时以对流传热为主,高温时以辐射传热为主(600℃以上)。因此在玻璃钢化时,以辐射传热为主,玻璃从室温升到适于钢化的温度的过程中,上表面始终以辐射传热为主,并且逐渐增加辐射传热在总加热中的比重,但下表面总体上还是以接触传导传热为主。在整个加热过程中,尽管上下两个表面的加热方式不尽相同,但通过上下两个表面吸收的热量总量基本相当。冷却在钢化炉的风栅中进行,通过上下两个风栅,对玻璃进行急冷。采用这种方法,一般情况下可以得到平整的钢化玻璃。

幕墙用Low-E玻璃的钢化处理
1、幕墙用Low-E玻璃钢化容易产生的问题
由于幕墙用Low-E玻璃的一个表面镀有特殊膜层,这样玻璃在钢化炉内加热时,玻璃的吸热情况就发生了变化。由于这种原因,若要对幕墙用Low-E玻璃进行钢化,必须对钢化浮法玻璃的设备进行调整,否则会很容易出现下列情况:
a)幕墙用Low-E玻璃进炉后四角及边部向上翘起,这样在玻璃尺寸较大时,就会影响玻璃的往复运动,同时由于玻璃下表面不平引起受力不均,导致下表面外观质量缺陷增多,受力不均严重时,玻璃在加热炉内炸裂。
b)幕墙用Low-E玻璃的Low-E膜层受损烧坏,产生红褐色斑点。
c)幕墙用Low-E玻璃在风栅中炸裂、扭曲,无法通过控制风压调整玻璃的平整度。
d)出炉后的幕墙用Low-E玻璃不具备钢化玻璃的性能。
2、产生问题的原因
幕墙用Low-E玻璃在加热炉中发生翘曲,是由于上、下两表面温度相差过大,使上、下两层的玻璃伸长量不同,此时具有一定厚度的玻璃如同金属片,会向温度较低的上表面翘曲,如果上翘的高度碰到炉子上部的金属件,玻璃就会破碎或变形。温差引起的热应力超出玻璃自身抗拉强度时,也会发生炸裂,在加热炉中,玻璃的温度由低到高变化,在270℃附近,玻璃自身强度最低,很容易破坏。Low-E玻璃膜层多数是具有一定结构状态的非晶态膜,在超过其耐高温上限时,膜层会受到破坏;膜层的破坏最初总是从某些点开始发生,膜层烧坏后变成红褐色斑点。无法通过调节上、下风栅的风压来控制玻璃的平整度是因为幕墙用Low-E玻璃在普通设置的玻璃钢化炉中加热,玻璃两面的加热是不对称的,而却施以对称的冷却,这样幕墙用Low-E玻璃就不可能平整,就会产生翘曲,甚至炸裂。若有一些玻璃能完整的传输出风栅,也不可能具有钢化玻璃的特性,因为此时的玻璃没有形成预定的应力。
3、采取的措施
降低炉温,增加加热时间,首先保证在加热过程中膜面温度不超过某一温度上限,即不超过630℃,这并不是说炉温设置不超过630℃,实际上炉温设置一般不会比钢化浮法玻璃时的炉温低太多,一般低40℃左右。加热时间设置通过热工计算和设备情况而定,一般在钢化浮法玻璃的基础上,延长加温时间50%左右。这样可以相对减少在加热过程中辐射热的散热损失,削弱膜层对幕墙用Low-E玻璃加热的影响。
增加加热炉内上部的热平衡,一般情况下,热平衡起微调作用,使加热炉内及辊子的温度保持均匀。加热幕墙用Low-E玻璃时,由于炉温降低,炉子自身补偿的能力减弱,此时增加热平衡的风量及热风循环,采用强制对流,可使膜面通过对流而非辐射的方式更多更快的吸收热量,利于加热平衡,使玻璃上表面和下表面均匀地加热到所需的钢化温度。
加大风压,调节上下风压平衡,由于幕墙用Low-E玻璃从加热炉进入风栅时初始温度略低于浮法玻璃从加热炉进入风栅时初始温度,应适当的加大风压,调节上下风压平衡,确保幕墙用Low-E玻璃平整度。
关于操作变化,由于在钢化幕墙用Low-E玻璃时,炉温设置较低,这样热量供给相对不足,引起炉内温差补偿能力的下降,这就需要操作上进行适当的变化,以使设备能更好地工作。操作变化为:
第一,每钢化几炉幕墙用Low-E玻璃,就空转一炉,重调平衡;
第二,幕墙用Low-E玻璃尽可能交替摆放,以便取得的热量与吸收的热量平衡;
第三,适当缩短上片长度,降低传输速度,使玻璃在加热炉内摆幅增加,以便提高幕墙用Low-E玻璃表面质量。
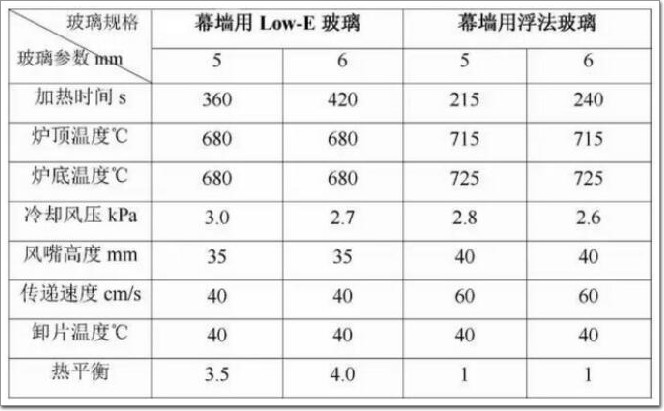
幕墙用Low-E玻璃钢化的工艺参数和幕墙用浮法玻璃钢化的工艺参数,见表1。
结束语
幕墙用Low-E玻璃具有优良的性能和广阔的市场前景,但钢化有一定的难度,对幕墙用Low-E玻璃进行钢化,应遵照浮法玻璃钢化的基本原理,有针对性地调节工艺参数,合理利用现有设备,制作出高质量的幕墙用Low-E钢化玻璃,满足人们对节能环保的需求。