二、木材的45°组角工艺处理。
目前,国内市场上铝木复合门窗木材组角的主要工艺为槽榫连接、半榫连接、反形连接。如下图所忝槽榫连槲图五λ半榫连接(图六)反形连接(图七)



无论是槽榫连接、半榫连接、反形连接,其工艺对设备要求均较高,投入大,门窗制作工期长,技术均掌握在少数大型门窗企业,不利于铝木复合系统系统门窗的发展。那么,如何简化木材的加工技术、减少设备投入、缩短制作工期是铝木复合系统门窗发展所需解决的现实问题。
我们推荐使用一种木材的45° 组角工艺处理〈详见图八)
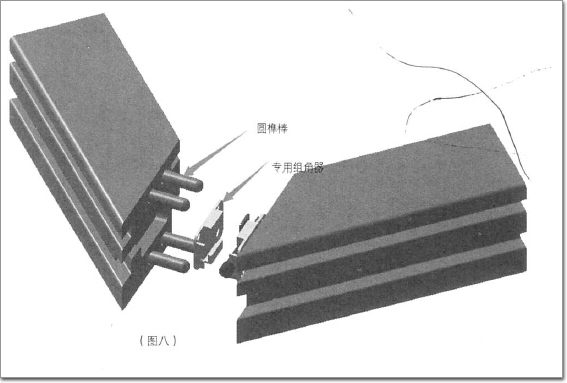
1、组角工艺步骤:
a)先将需要组角的型材断面进行45° 处理,并在对应型材的角部端面上铣组角器安装凹槽(即定位槽口)和圆榫棒孔:
b)将两半组角器分别安装于相邻木材截面处的定位槽口中,通过螺钉紧固件将半组角器与木材端面紧固连接;
c)再将其中-个木材的圆榫棒孔处涂端面胶后插入圆榫棒;
d)组角时,先将工字形紧固件侧边插接入一侧型材的组角器中固定基板的插接槽口,再将两支木材的圆榫棒、圆榫棒孔及组角器进行校准;
e)为了能实现角部密封的严密性,通过从两半组角器的垂直挡板中孔洞内伸出的紧固螺栓进行紧固,以便对应型材角部的圆榫棒进行完全定位和插入,实现45° 组角完美连接。
2、组角强度:
铝木门窗(词条“木门窗”由行业大百科提供)角部组角强度是检验门窗性能的一个关键点。该45° 组角工艺实测数据为752~79KN之间,完全满足门窗性能。
3、45°组角优势:
确保实木门窗组角后的高低差、平整性、组角缝隙,确保断面胶接触的均匀性,提升了角部连接强度,增加角部密封性;由于采用了45° 的组角方式,最大程度的减少相避免木材断面直接暴露与空气中,解决了槽榫连接处槽榫外露端头容易接触水分而容易腐烂的问题,提升了门窗的使用寿命;型材的加工和涂装采用了流水线机械化的生产方式,极大提高了生产效率及质量,降低了工厂及设备投资,简化了门窗的生产工艺,缩短了门窗产品的交期。
小结:木材45° 组角工艺延续了中国传统门窗的制作要求,结合了现代的科技技术,实现了外观、实用性、经济性与-体,是铝木复合系统门窗发展的必然。该工艺有效的保证了铝木复合系统门窗的质量要求;满足了门窗生产厂家投入少,收益大的客观心理;解决了房产商因门窗制作周期长,影响整体工期的困扰。
总结;木材资源的匮乏的现状,铝木复合门窗木材质量要求的高标准化、木材组角技术的高投入是制约我国铝木系统门窗发展的关键要素。我们推荐使用新研发的的木材的表面覆木皮工艺处理与木材的45° 组角工艺处理技术的结合,有效的解决了上诉问题,其工艺的大力推广,势必引起铝木系统门窗发展变草。
 上一页12下一页
上一页12下一页