引言
以往生产低辐射镀膜玻璃一般循序是,按照客户的订单先切割成为客户所需的尺寸,再磨边、钢化、镀膜、中空、装箱、发货。这种生产循序往往出现的问题是上片率不高、补片麻烦、交货日期延后、成本浪费。而可钢化低辐射镀膜玻璃的生产循序是先镀原片,再切割、磨边、钢化、中空、装箱、发货。克服了以上几个缺点,同样的功率消耗,生产最大化了,多备点镀膜片库存既可直接改切客户所需要的订单,又可改切后工序及客户安装过程中报损的玻璃,大大降低了生产成本和交货日期,为公司带来了良好的效益。
1 可钢化低辐射镀膜玻璃生产过程中需注意的问题
可钢化低辐射镀膜玻璃技术与生产是一个比较难的课题,随着技术的进步和可钢化镀膜玻璃的诞生,镀膜工序成了第一道工序,在随后的中空加工过程中,中间要经历切割刀头上的切割油、磨边时的玻璃粉、清洗机(词条“清洗机”由行业大百科提供)的毛刷以及钢化炉近700 ℃的高温,所以可钢低辐射镀膜玻璃的膜层必须要好,这取决于镀膜工艺以及后工序的规范操作。
对于镀膜工艺,所有膜层的热工性能必须是稳定的。必须能承受700 ℃的钢化过程,必须设置足够厚的阻挡层防止玻璃表层的钠离子扩散至膜层,而银层的两边必须有很好的包裹,防止内外层对银层的影响,致使银层氧化和硫化(词条“硫化”由行业大百科提供)。顶层膜必须具有足够的抗化学和机械的能力,防止在搬运处置过程中的机械损伤和化学破坏。
在生产可钢化低辐射镀膜玻璃时必须注意以下几点:
① 使用原片的储存期不应超过30 d,储存条件应干燥,并且保证包装完好。
② 镀膜清洗机使用的水质电阻率在10 MW以上。
③ 镀膜后的大片进堆垛机的第1片需贴保护膜,后面的大片需均匀喷隔离粉。
④ 每包镀膜玻璃需用锡箔纸封边打包,并放置干燥剂。
⑤ 可钢化低辐射镀膜玻璃工作区域需佩戴皮手套、口罩、等劳保用品,避免直接接触玻璃。
⑥ 采用轻质易挥发切割油切割,切割成小片的玻璃膜面防止尘埃积聚。
⑦ 清洗可钢化低辐射镀膜玻璃时清洗机必须装换成软毛刷。
⑧钢化时必须选择适当的工艺来生产可钢化低辐射镀膜玻璃。
2 可钢化低辐射镀膜玻璃镀膜膜系的探索
真空溅射镀Low-E玻璃的膜层系列基本是以银(Ag)层作为功能膜的一种三明治结构,即2层高透过率的减反射膜,中间夹1层很薄的银膜。典型的结构是:玻璃/保护层(词条“保护层”由行业大百科提供)/银层/保护层。而Low-E玻璃的关键性能参数是辐射率,E值是由膜层材料的面电阻和膜层的表面粗糙度决定的,E值随着膜层的面电阻和膜层表面的粗糙程度的增大而增大。由于银是金属导体中电阻率最大的材料,所以银层很薄的时候,其E值也能达到最小,单银膜的E值能达到0.1以下,而双银膜E值能达到0.05左右。
2层减反射膜一般是SiN,其作用是多方面的,如:保护不耐腐蚀的银膜、调节玻璃的颜色、增加可见光的透过率等, SiN膜的耐久性、附着性和耐酸碱腐蚀性都较好。可钢化低辐射镀膜玻璃要求玻璃钢化前后透过率、反射率以及颜色参数完全一样或者是在国标允许的色差范围内。当对Low-E膜玻璃进行钢化加热(词条“加热”由行业大百科提供)时,外界氧气会向外层保护膜深度方向上扩散,当氧气扩散到银层时,银膜会氧化变色遭到破坏。
经多方面的研究,本人认为有2种生产膜系较为好用:① G/Si/NiCr/Ag/NiCr/Si生产膜系适合透过率在50%以下的可钢化低辐射镀膜产品。② G/Si/ZnAl/Ag/NiCr/Si膜系适合透过率在50%以上的可钢化低辐射镀膜玻璃的生产。
在生产G/Si/NiCr/Ag/NiCr/Si膜系的镀膜玻璃时,保证前后SiN有一定厚度,表1列举了几组变量进行分析以说明之。
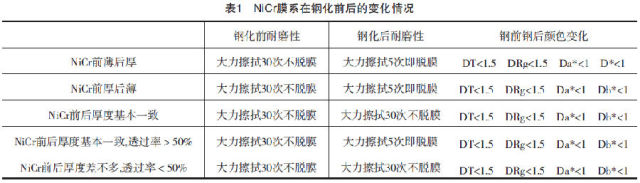
从表1可以看出,在生产G/Si/NiCr/Ag/NiCr/Si膜系的镀膜玻璃时,在NiCr厚度前后一致的情况下,对透过率<50%的可钢化低辐射玻璃产品而言,其外观、颜色和钢化前后玻璃的性能比较上,都是很好的膜系。在生产G/Si/ZnAl/Ag/NiCr/Si膜系的镀膜玻璃时,保证ZnAl在12 nm左右的情况下,本人也作了几组变量进行了对比分析,结果见表2。

从表2中可以看出,在生产G/Si/ZnAl/Ag/NiCr/Si膜系的镀膜玻璃时,在保证ZnAl在12 nm左右的情况下,生产透过率>50%的可钢化低辐射镀膜玻璃,其钢化前后的外观、颜色和钢化前后玻璃的性能比较上,都是很好的膜系。
3 针对 G/Si/NiCr/Ag/NiCr/Si膜系,生产时各膜层需注意的问题
关于膜系的确定问题,很多镀膜方面的专家都已经从事了多年的研究。由于厂家的镀膜机的差异,工艺人员的个人喜好,所以适合可钢化的膜系不可能是唯一的,下面只针对G/Si/NiCr/Ag/NiCr/Si膜系说说本人长时间来对可钢化低辐射玻璃的生产体会。
(1)功能Ag层
普通的Low-E膜层,银膜的厚度为9 nm,辐射率为0.1左右,根据公式e=0.0129 R-6.7×10-5 R2 (这里R =p/d,单位为Q,p是电阻率,d是银膜厚度。)计算得出电阻率相当于7.2 u QCM。为了得到辐射率为0.05的产品,银膜厚度需要增加到18 nm,但此时可见光透过率将要跌到80%以下,所以低的辐射率和高的可见光透过是一个相互矛盾的方向,根据客户的需要可以调节前后保护层来达到客户所需要的透过率、反射率及颜色值。
(2)外层阻挡层NiCr
其作用就是为了防止大气中的O2破坏Ag层,很多厂家为了得到高性能的低辐射镀膜玻璃,从而减少NiCr来提高玻璃的透过率,但是我们不能忽略了NiCr在可钢化低辐射镀膜工艺中所起到的作用。这也是前面强调的前后NiCr层都要有一定的厚度的原因。
(3)底层阻挡层NiCr
为了提高可钢化Low-E的膜层吸附的牢固度和防霉印水印等一些缺陷的发生,采用尽量新鲜的浮法玻璃原片就显得尤其重要。但新鲜的原片其内部的Na+离子也会保持高的活性,而SiN的膜层不可能完全致密,一些体积极小的活性Na+会穿过SiN膜而接触到金属Ag层,并且与Ag层中的电子发生作用从而影响到Ag的稳定性。此时就需要NiCr来保护Ag层受到Na+离子的攻击。大多数生产厂家会在NiCr中加入少量的O2,使得部分NiCr变成NiCrOx,从而更好地吸收Na+离子。
4 结语
可钢化低辐射镀膜玻璃把镀膜工艺提到玻璃深加工的第1道生产工序,大大提高了深加工厂家的效益与效率,必将是未来玻璃深加工行业的发展趋势。可钢化低辐射镀膜玻璃的镀膜工艺显得尤为重要,必须先确定一套适合自身镀膜设备的膜系,再确定好前后保护膜层SiN的厚度和对中间层的调节。从成本、市场需求、风险考验等一些因素综合考虑,生产出能经受时间和市场的考验的产品。【完】


位于密歇根州Howell市的TSM(Turbo Spray Midwest)日前推出一种为聚光光伏系统设计的玻璃镀膜系统。这套系统能够在12秒内完成一次镀膜过程,其中包括多层保护薄膜和为每一层设计的独立红外校准。设备也可以根据产品的形状

我国是玻璃生产大国,产销量连续20多年稳居世界第一,但存在严重的重复建设和产能过剩问题。近十年间,国家坚持贯彻节能减排,大力发展新能源,积极实施刺激内需拉动经济增长的方针,从法律法规、产业政策等各个层面,相继颁布和出台了一系列支持和鼓励

我国是玻璃生产大国,产销量连续20多年稳居世界第一,但存在严重的重复建设和产能过剩问题。近十年间,国家坚持贯彻节能减排,大力发展新能源,积极实施刺激内需拉动经济增长的方针,从法律法规、产业政策等各个层面,相继颁布和出台了一系列支持和鼓励




















