一、前言
随着经济的发展,人们消费水平的不断进步,生活的环境也趋于高档化、环保性,而铝型材(词条“铝型材”由行业大百科提供)行业也随着消费者要求不断提升,新型的门窗(词条“门窗”由行业大百科提供)幕墙结构不断显现,铝型材的发展市场日趋多样化。
近年来随着人们对铝合金门窗型材隔热(词条“隔热”由行业大百科提供)要求越来越高,而铝合金具有良好的导热性能,这种物理特性却又是建筑门窗保温节能所要避免的,故隔热型材也应运而生,目前市场上的铝合金隔热型材主要为穿条式隔热型材和浇注式隔热型材,通过胶条或塑料阻隔内外两部分铝合金的热传导性,从而有效的提高了建筑铝型材门窗的保温节能性能。并以此迅速打入市场,逐渐发展壮大。
二、生产简要
随着隔热铝型材市场的不断推广,广大用户的需求也与日俱增,肇庆亚洲铝厂在多年的生产力里,通过不断的摸索、尝试、改进,终于有一套属于自己的生产管理模式,在这里以亚洲铝厂穿注胶车间隔热型材穿条式和断桥式的生产为实例,扼要概述隔热型材铝合金生产工艺控制,以便共同参考学习。
三、工艺流程
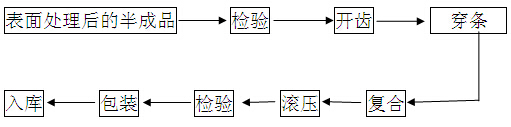
1、 穿条式隔热型材
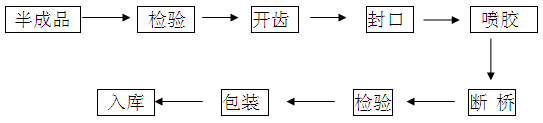
2、 浇注断桥式隔热型材
四、穿条式隔热型材工艺控制

1、 穿条式隔热型材原理
穿条式隔热铝型材通过开齿、穿条、滚压等三道工序后,将隔热条穿入铝型材的隔热条槽口内,使铝型材的内外两部分连接起来,通过铝型材牢固咬合的复合方式达到隔热保温的效果。
2、 滚齿的目的是使铝型材卡槽内表面产生相对均匀排列的齿口,除去卡槽内铝型材在表面处理时形成的涂层,同时加大型材与隔热条之间剪切时的摩擦力,提高成品剪切力。不同规格型材滚齿时,必须摆放在水平线上,以免滚齿的深度深浅不一,影响剪切力。同时应根据需滚齿的产品用卡尺测量并确认其齿间距离,然后根据材料的齿间距离调整压齿模具(词条“模具”由行业大百科提供)与之相符。再把产品输入压齿位置,调整好开齿模具的距离往下压,使滚齿模具刚好接触到型材的穿条槽,然后再往下压0.2-0.4mm,固定好所有限位装置;实际生产过程中注意固定机械螺杆,以免因机械螺杆松动走位,造成开齿过深或过浅,以致成品性能达不到要求(24N/MM)。生产时应先点动开动滚齿机进行压齿,并检查确认压齿合格后方可正批量压齿,每种型号都必须先慢后快进行操作;
3、 穿条前必须了解所需胶条的型号、长度、数量,以免用错胶条导致批量不合格品。穿胶条时必须将胶条拉直并保持与导向杠在同一直线上,确保所剪胶条与所需胶条的长度误差为±1cm,且在穿条过程中禁止断条相接。穿条时根据图纸先把隔热条穿入比重小的一半产品上,然后再将比重较小的一半产品连同胶条均速输入另一半产品,不能过快,否则易刮伤隔热条。穿入后要使隔热条两端整齐到位,绝不能缩位或过长,要分品种整齐单层摆放,以备工序滚压之用,不能叠放以免刮伤产品。
4、 滚压前先调试滚压机,调整型材与滚压机之间的距离,再将型材自然放平,人工输入滚压机内至三组压盘位置,调整压盘高度使之与滚轮工作点位置相符。慢慢调上压样使之轻微接触产品的程度为止,绝不能过力下压。然后调整第一组压盘与开作点接触后轻微压紧,调整第三压盘与工作点接触后轻微压紧,调整第二组工作盘使之压力至390±20(显示表压力),调慢输送速度,慢慢后退至第一组盘后再前进滚压操作。检查成品在水平线上的尺寸、弯曲度、剪切力,再重新调整第三组压盘使之不弯曲,确认合格才批量生产。型材滚压时端头易翘起或扭拧,原因主要是三组滚压轮位置不在同一水平线上,可调节滚压轮的水平位置;同时也可能是两支型材本身翘曲现象比较严重。
五、浇注式隔热型材工艺控制
1、 浇注式隔热型材保温节能原理
浇注式隔热铝型材是把液态隔热材料注入铝合金型材隔热槽内并固化,切除铝合金型材隔热槽内的临时连接桥使之断开金属连接,靠液态隔热材料固化后与铝型材的粘接力连接内外腔铝型材,通过隔热材料将铝合金型材断开的两部分结合在一起的复合方式。
2、 开齿主要针对特殊氧化料、电泳料,通过加大型材与隔热条之间剪切时的摩擦力,提高成品的剪切力;然后再封口,在型材两端头沟槽部位贴上胶纸,必须保证胶纸不能露出沟槽上表面,且一定要封紧,以免漏胶。同时注意保证隔热槽表面清洁,不能有灰尘、油脂及脏物,以免影响成品的粘合力。注胶前先调整辊轮位置,使导向辊及压料辊压紧型材,开动传送辊时,注意检查型材移动过程中侧面是否被擦伤。调整喷嘴,使其正对型材沟槽,且距沟槽顶部3-5mm。同时生产时胶水温度应控制在18-34℃,最佳18-23℃,相对湿度应小于50%,冬天气温较低时应将胶水加热至18℃以上。胶水必须不间断地搅拌,使之均匀,并使用干燥的压缩空气,浇注时应保证压力不小于90psi进行烧注,以保证两种原料的正确混配。同时注胶时调整胶水流量与型材前进速度,使胶水充满沟槽,不可过多或过少,一般情况下,胶水凝固后应低于型材面0.1-0.5mm。不允许出现少胶、溢胶和有气泡现象;送料时,必须靠紧滚轮用力向前推,且中间不能间隔。型材注胶后,卸料时应轻拿轻放,勿使胶水溢出。
浇注完后若混合物上出现气泡,则浇注槽中可能存有水分(混合物被水或非常潮湿的空气污染),应该检查浇注槽体。从材料罐中取出材料验证。另浇注完后型材堆放时应保持水平,以免胶水未完全冷却向低处流动。注胶后冷却半小时方可断桥,断桥时锯片厚度是最大所需切桥宽度的75%—100%。锯切必须将铝型材的临时桥完全切除,控制切除的隔热胶深度不超过1mm,切金属临时连接桥时,切口避免切口过深。
六、结束语
隔热型材以铝合金为主,以塑料为型材中间腔体(词条“腔体”由行业大百科提供)达到隔热保温的目的,兼顾了塑料和铝合金两种材料的优势,它除了具有作为建筑型材所具有的特性外,还具有优良的保温性能和隔声性能。随着节能门窗(词条“节能门窗”由行业大百科提供)的发展,铝合金隔热型材必将在建筑行业中被广泛的应用,其优良的性能也得到广大用户的青睐,在铝行业将会拥有更好的发展前景。【完】


由6家单位联合负责起草的GB5237.6-2004《铝合金建筑型材第6部分隔热型材》国家标准于近日首次发布,将于2005年3月1日正式实施。该标准结束了目前铝合金隔热型材尚无统一国家标准的历史,填补了国内空白。
2005年1月13

近年来,浇注式隔热断桥铝门窗发展迅猛,市场份额逐年上升。2004年,中国有色金属标准化技术委员会针对浇注式隔热型材推出了国家标准《铝合金建筑型材 第6部分 隔热型材》,也就是大家熟知的GB 5237.6。大家甄别浇注式型材合格与否都依据
摘要:本文通过对穿条式隔热型材经不同的热处理工艺前后的特征值变化进行对比分析,从而对“先穿条后时效”生产工艺在实际生产中的可行性进行了探讨。
关键词:轨道客车,先穿条后时效,纵向抗剪特征值