�������ʵ����������LED�ƹ�(��ͼ6)

��������������
������ѹ����λ5000T����ѹͲֱ��?364mm������?355����ѹϵ��17��ģ��ֱ������615
�����ѵ���������Ͳļ��γߴ�ϴ�ֱ����263mm����Ϊ��������ģо����17����ǻ����״���ӡ�һ������£�����ṹ���Ͳ����ֱ����С�Ļ��������ѶȲ�������ֱ���ϴ������£�ģ�����ĵļ�ѹ�������������ɼ�ѹ�����ߣ�ģ�����������ű��ϡ����ǵ������ѵ㣬�����ھ�����ϸ��ǿ��У�˼�����������������㡰ģ��ģ�� ����ƽṹ��ͬʱͨ�����á�ǰ���ס������ͼ�ѹ������������ͼ����ʾ��ģ������ͼ��ͼ����ʾ��

������ģ��ģ�ṹ���ǽ�Ϊ�ټ�������ģ�߽ṹ���ýṹ����ʹ��ļӹ��������٣��ӹ��Ѷȣ������̼ӹ����ڡ����������õġ�ģ��ģ���ṹ�ϺõĽ���˸���ģоλ�õĹ���ƽ�����⣬ʹģо�������ﵽƽ�⡣�Ͳĸ�����λ�����پ��ȣ�ģ�ߵ�Ӧ���ֲ�״̬�õ�������ƣ���������ģ��ʹ����������ģ����ģ�ķֽ�ṹ��ͼ�ź�ͼʮ��ʾ��
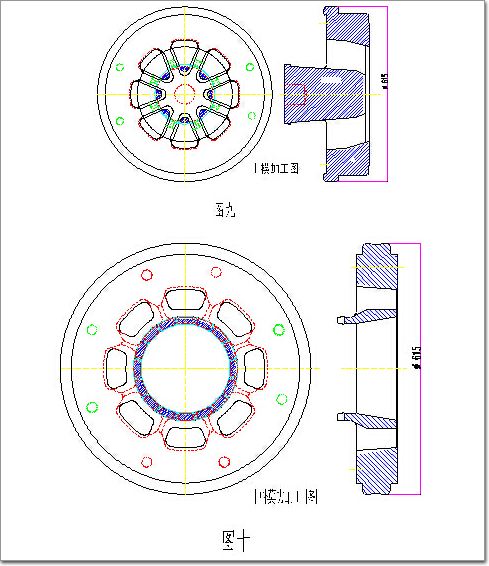
������ģ���ϻ�����������룬��ѹ�����ߣ���ͷ���룬�ں��Ϊ���ȣ�������˿�״��ߴ�ƫ���ھ�����ģ������ģ������״�����ã��ɹ��������˺ϸ��Ʒ��
�������ʵ���ģ�������ɢ����(��ͼ11��ʾ)

��������������
������ѹ����λ5000T����ѹͲֱ��?364mm������?355mm����ѹϵ��17��ģ��ֱ������530mm.
�����ѵ��������ɢ�����Ͳļ��γߴ�ϴ����жദװ��λ���ڳ��ϻ��ֲ���������С�Ŀ�ǻ���Ӽ����Ͽ�����ɢ�����Ͳĵ������ѶȺܴ���Ҫ�����ǡ�ƫ�ݡ�����������Ч���⣬�����������У�һ������ƫ������ģ�߽��ܿ챨�ϡ���ˣ���ģ������ƹ����еĺ��������dzݵ�����ƽ�����⡣
����Ϊ�˽��ƫ�����⣬������5000�ּ�ѹ���ϣ������˾Ÿ�������ģ����Ʒ�����Ϊ�˽��ͼ�ѹ�����÷���ͬ�������ˡ�ǰ���ס��Ľṹ��ƣ���ͼ12��ʾ��
������ͼ�з����IJ����Լ��Ͳ���ģ���еİڷ�λ��������ÿ��С��ͷ�ڸ��������Ͼ��в�ͬ�ķ�����Ϊ�乩�ϣ�ʹС��ͷ�ڸ��������ϵ������õ�ƽ��͵����������˹�ͷƫ������ͬʱ������ɢ�ȳ��ڲ�ͬ�����ϵ�����Ҳͨ�������õ�ƽ�⣬������ƫ������ķ�����ͨ������ʵ��֤������ģ���ϻ������ƽ�ȣ���ͷ���룬����ɢ�ȳݵıں���ȣ�����������ã��������IJ�Ʒ��ȫ����ͻ���ʹ��Ҫ��
�����ܽ
��������ǰ����ģ�߽ṹ����Ч��չ������ģ���е�������Χ�������ھ���ǰ�����е�һ�ο�չԤ���Σ�Ȼ������ٽ�����ģ�������еڶ��η����������ھ������η���֮��ģ�ߵĹ��ϱ�����Ϊ���Ⱥ������������������Ͳij��ϵij��Ͷȣ�ǰ���ṹ���������˷����ȣ���˼�ѹ��������ͣ�ʹģ�ߵ�ǿ�Ⱥ��ȶ������õ�������ߡ���ʵ�����������У�����ͨ���㷺ʹ��ǰ���Ŀ�չģ�ߣ�ʹ��ѹ���Ĺ���DZ�ܵõ���ַ��ӣ�������ģ����ģ�������������һЩ�ѶȽϴ���Ͳģ����������˽������ڡ�
 ��һҳ12��һҳ
��һҳ12��һҳ




















