穿条式
隔热铝型材因其美观大方、易加工、高
强度等特性已广泛使用在隔热
门窗幕墙中。对于它的加工工艺,
铝型材生产厂家各位人士来已是很熟悉,有些还积累了一定的加工经验,但是对有些刚入
门窗幕墙行业的设计人员和房产公司的材料选用技术人员来说并不一定很了解。本文通过简单介绍穿条式隔热铝型材的组合工艺,希望能增强门窗幕墙的设计人员在系统设计中对型材结构工艺性的考虑和房产公司的材料选用人员对影响
隔热型材质量因素的认识。
简单来说,穿条式隔热铝型材就是将两支预先
挤出的
铝材和隔热条厂家提供的隔热条,通过复合加工将三者组合成一体的复合型材。因此,除了材料本身的质量外,组合加工的工艺水平是决定隔热型材质量的重要因素。一般来说,组合工艺是由开齿、穿条、
滚压和检测四道工序通过专用的
设备来完成。
第一步:开齿
开齿是通过安装在开齿机(图1)上的硬质滚齿轮在铝型材用于穿条的槽口颈部滚出齿来,是特别关键的一道工序。滚齿轮通过传输机构由电机驱动而产生转动,滚齿轮外缘的60度形状的齿压在铝材槽口中央并施加一定压力,带动铝材向前移动,同时在压过的槽口外沿滚出齿来(图2)。滚齿轮通过
导轨能上下左右调节,以适应不同高度和宽度的型材。

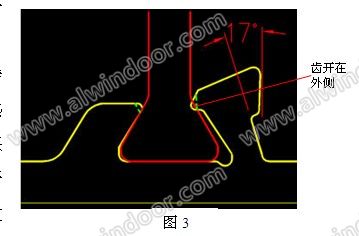
齿应开在槽口的外锤头侧,在内锤头尽可能不开齿或只开很浅的一点齿(图3)。原因是在后面的滚压工序中,外锤头会产生以自己颈根部为圆心的旋转
变形而将开好的齿压入隔热条,从而保证滚压后隔热铝材的
剪切强度。而槽口的内侧为定位部位,用来保证滚压后隔热型材的整体形状尺寸,就算内侧的齿开的很好,滚压后也压不到隔热条里,因此没有任何效果。
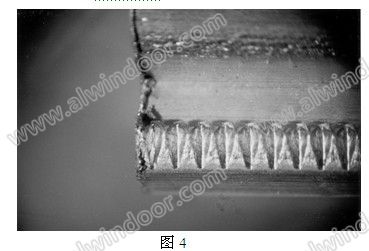
好齿形的齿峰应小于0.2mm,不超过齿距的三分之一左右(见图4),这样滚压时才容易压入隔热条内。如果开齿太钝或没有开齿,就难以压入隔热条,隔热型材的
剪切性能就无法保证。开齿的好坏主要由开齿轮质量、机器设备
稳定性和操作水平来决定的。开齿轮外缘的齿形斜面应左右不对称,外侧角度应大些,这样方便将齿开在铝材槽口外侧。开齿轮是损耗件,时间一长外缘的齿就会逐渐
磨损,一般建议120吨左右要换新的开齿轮,当然这要看开齿盘的材质,差一些的几十吨就要更换,好一些的进口轮能使用更长的时间。好的设备因稳定性好,往往更容易保证开齿的质量,若设备的稳定性欠佳,就会造成开齿盘的跳动,使得同一支型材一段开齿好,一段开齿不好,影响整体的开齿质量。
第二步:穿条
穿条是将隔热条通过穿条机(图5)导轨穿入已经开好齿的上下两支铝材的槽口中(图6),使三者连接一起。有些设备的穿条工序整合在开齿机中,即在开齿的过程中就将隔热条穿入铝材中。穿条后隔热条和铝材之间没有紧密结合,是松动的,条与铝材之间能相互窜动。隔热条是由电机带动的一组齿形轮驱动向前穿入上下铝材的槽口中,完成穿条的。对于一些两槽口中心距离小于10mm的铝材,一般难以用穿条机直接穿条,这时只能用人工手动穿条了。

 上一页12下一页
上一页12下一页




















