|
|
|
���ʴ���Һѹ��
���䣺0 �����11673 ����ʱ�䣺2014-1-26
����Һѹ�� ����Һѹ����һ����Һ��Ϊ�������ʣ�������˹��ԭ���Ƴɵ����ڴ���������ʵ�ָ��ֹ��յĻ�����Һѹ��һ���ɱ���(����)������ϵͳ��Һѹ����ϵͳ��������ɡ�Һѹ�������з���Һѹ����Һ��Һѹ��������Һѹ���� ����1��� ����Һѹ��(��������ѹ��)Һѹ����һ������Һ�徲ѹ�����ӹ����������ϡ���ľ�ġ���ĩ����Ʒ�Ļ�е����������ѹ�ƹ��պ�ѹ�Ƴ��ι��գ��磺��ѹ����ѹ���伷��Уֱ�����������ߡ����������ĩұ��ѹװ�ȵȡ� ��������ԭ����������˹�������Ƴɵ�����Һ��ѹǿ�����Ļ�е������ܶࡣ��Ȼ����;Ҳ�� ����Ҫ�Ƕ��ֶ����ġ��簴����ѹǿ��Һ���������֣�����ѹ����ˮѹ�������ࡣ ����ˮѹ����������ѹ���ϴ����ڶ���ͳ�ѹ������ˮѹ���ַ�Ϊģ��ˮѹ�������ɶ�ˮѹ�����֡�ģ��ˮѹ��Ҫ��ģ�ߣ������ɶ�ˮѹ������ģ�ߡ��ҹ�����ĵ�һ̨���ˮѹ���������ɶ���ˮѹ����
����2��; ����Һѹ����һ����Һ��Ϊ�������ʣ���������������ʵ�ָ��ֹ��յĻ�����Һѹ�������ڶ�ѹ�����⣬Ҳ �����ڽ�����ѹװ�������ѹ���ѹ��ȡ�Һѹ������ˮѹ������ѹ������ˮ��Һ��Ϊ�������ʵij�Ϊˮѹ��,����Ϊ�������ʵij�Ϊ��ѹ����Һѹ���Ĺ��һ���ù��ƹ�����(ǧţ)�ƶ�λ(��)��ʾ��������Һѹ������ˮѹ������λ�ϸߡ�Ϊ��С�豸�ߴ磬���Ͷ���ˮѹ�����ýϸ�ѹǿ(35��������)����ʱҲ���� 100�������ϵij���ѹ��������;��Һѹ��һ����� 6��25�����Ĺ���ѹǿ����ѹ���Ķ�λ��ˮѹ���͡�
����3��ʷ ����1795�꣬Ӣ����J.����ĬӦ����˹��ԭ��������ˮѹ��,���ڴ����եֲ���͵ȡ���19��������,Ӣ����ʼ��ˮѹ�����ڶ��죬ˮѹ������ȡ���˳����������ʹ�����19����ĩ�������Ƴ�126000ǧţ���ɶ���ˮѹ�����˺�ȫ�����Ⱥ�����20��̨10��ǧţ�������ɶ���ˮѹ���������й��������2̨(����ͼ)�����ŵ綯��ѹ�õij��ֺ����ƣ�����ˮѹ��Ҳ���С��λ����չ��20����50����������С�Ϳ��ٶ���ˮѹ�����ɽ����൱��30��50ǧţ�ʹ������Ĺ�����40������¹��Ƴ�180000ǧţ�ľ���ģ��ˮѹ�����˺�ȫ�����Ⱥ��Ƴ�180000ǧţ���ϵ�ģ��ˮѹ��18̨�������й������һ̨Ϊ300000ǧţ�� ����4����ԭ�� ����Һѹ���Ĺ���ԭ������С����������ֱ�ΪS2��S1�������ϵ��� �����ֱ�ΪF2��F1��������˹��ԭ�����ܱ�Һ��ѹǿ������ȣ���F2/S2=F1/S1=p;F2=F1(S2/S1)����ʾҺѹ���������ã����е����һ�����������ˣ����������棬��˴��������˶�������С�����˶������S1/S2����
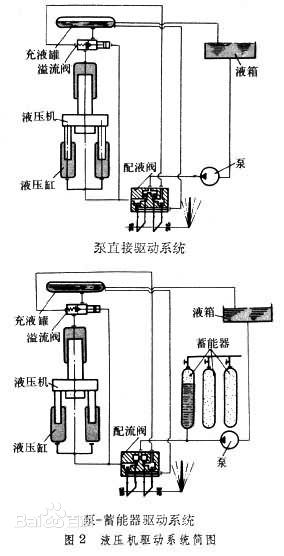
��������ԭ�����ͱð�Һѹ�����͵����ɲ�װ���飬ͨ������������������Һѹ�ͷ��䵽����ǻ������ǻ���ڸ�ѹ�͵������£�ʹ�����˶�.Һѹ���� ����Һ��������ѹ�����豸��Һ�����ܱյ������д���ѹ��ʱ����ѭ��˹�����ɡ�����Һѹ����Һѹ����ϵͳ�ɶ������������ƻ�����ִ�л�����������������������ɡ���������ͨ�������ͱ���Ϊ����������һ��Ϊ��ʽ�ͱá�Ϊ������ִ�л����˶��ٶȵ�Ҫ�� ѡ��һ���ͱû����ͱá���ѹ(��ѹС��2.5MP)�ó��ֱ�;��ѹ(��ѹС��6.3MP)��ҶƬ��;��ѹ(��ѹС��32.0MP)�������á����ֿ����� ���ϵ�ѹ���ӹ��ͳ��Σ��粻��ְ�ְ�ļ�ѹ�����������켰�����������ѹ���Σ�ͬʱ������ڷ�ĩ��Ʒ��ɰ�֡���ľ����֬�ȹ�����Ʒ��ѹ�ơ� ����5�������� ����Һѹ�����õĹ������ʵ����ò����Ǵ���ѹǿ�����ұ�֤�����������������������ɿ�����������й©�١�Һѹ���Թ������ʵĻ���Ҫ���ǣ��������˵������Ժ͵͵Ŀ�ѹ���ԣ�����ߴ�����Ч��;���ܷ���ʴ;���кõ�������;�������ܷ�;�������ȶ������ڹ����������ʡ�Һѹ�������ˮ��Ϊ�������ʣ��Ժ������ˮ�м��������黯�Ͷ��ɵ��黯Һ�����������Ժͼ�����ʴ��19���ͺ��ڳ������Կ�����Ϊ�������ʵ���ѹ�����������õ����ԡ�����ʴ�Ժ��ʶȵ�ճ�ԣ������ڸ���Һѹ�������ܡ�20�����°�Ҷ���������͵�ˮ���黯Һ�����黯��̬�ǡ��Ͱ�ˮ����������ԭ���ġ�ˮ���͡������Ͱ�ˮ���黯Һ������Ϊ�ͣ��������Ժͷ�ʴ�Խӽ��ͣ��Һ��������٣�����ȼ�ա���ˮ���黯Һ�۸�Ϲ������������ƹ㡣 ����6�ṹ ��������ϵͳ ����Һѹ��������ϵͳ��Ҫ�б�ֱ�������ͱ�-����������������ʽ����ֱ������ ���������� ϵͳ�ı���Һѹ���ṩ��ѹ����Һ�壬�����������ı乩Һ������������������ϵͳ����ѹǿ��ͬʱ��ȫ�������á���������ϵͳ������,�ṹ��,ѹǿ�ܰ�����Ĺ������Զ������������˵������ģ�������Һѹ���������������߹����ٶ��������ü������������������������ʽ������ϵͳ��������С��Һѹ����Ҳ���ñ�ֱ�������Ĵ���(��120000ǧţ)���ɶ���ˮѹ����
������-��������������������ϵͳ����һ����һ���������������������ĸ�ѹ����Һ������ʱ��������������;������������������Ҫʱ���������������乩������������ϵͳ������ѹ����Һ��ƽ������ѡ�ñú͵綯��������������Ϊ����Һ��ѹǿ�Ǻ㶨�ģ������������ϴ���ϵͳ�Ļ��ڶ࣬�ṹ�Ƚϸ��ӡ���������ϵͳ�����ڴ���Һѹ����������һ������ϵͳ������̨Һѹ���� �����ṹ��ʽ �������������ķ������֣�Һѹ������ʽ����ʽ���֡�����Һѹ��Ϊ��ʽ����ѹ��Һ ѹ���������ʽ�����ṹ��ʽ�֣�Һѹ����˫�������������������ӿ�ܺͶ��ִ����ƿ�ܵ���ʽ���С�С����ʽҺѹ��������C�ͼ�ʽ�ġ�C�ͼ�ʽҺѹ�����注�����������㣬�����Բ��ѹ�õĺ��ӿ��ʽҺѹ�����Ժã�ǰ���������ҷ�ա����ϴ�������ʽ�������ɶ���Һѹ����,�̶���������,�����������������ӣ�����������������ڹ���Һ��ѹǿ�����������ƶ����������п���ǰ���ƶ��Ĺ���̨���ڻ�����º���̨���Ϸֱ�װ��������衣���������ϡ��º�����������ɵĿ�ܳ��ܡ� ���ñ�-�����������Ĵ����͵����ɶ�ˮѹ�����������������ף��Եõ����������������������������ʩ������ƽ��ͻس̸ס�
����7���� �������ṹ��ʽ����Ҫ��Ϊ������ʽ������ʽ(C��)����ʽ����ʽ��ܡ�����Һѹ���ȡ� ��������;��Ҫ��Ϊ�������͡����䡢���졢��á���ĩ(�������ǽ���)���͡�ѹװ����ѹ�ȡ� �����ȶ�Һѹ�� �������Ͷ���Һѹ�����ܹ���ɸ������ɶ��칤�յĶ����豸���Ƕ�����ҵʹ����㷺���豸֮һ��Ŀǰ��800T��1600T��2000T��2500T��3150T��4000T��5000T��ϵ�й��Ķ���Һѹ���� ��������Һѹ�� ������Һѹ�������ڿ����Բ��ϵ�ѹ�ƹ��ա����ĩ��Ʒ���͡�������Ʒ���͡���(��)��ѹ�������͡����������Լ���ѹ����ѹ������У���ȹ��ա� ��������Һѹ���ɷ�Ϊ��������Һѹ������������Һѹ������������Һѹ���ȡ� ��������Һѹ��(����Һѹ��) ��������չ������Χ����������ռ䣬�ӳ�Һѹ���г�(��ѡװ)����������260mm-800mm����Ԥ�ù���ѹ��;Һѹϵͳɢ��װ�á� ��������ʽҺѹ�� �����ɶԻ����㲿������װ�䡢��ж��Уֱ��ѹ�ӡ����졢���䡢��ȹ���������ʵ��һ�����á��û�����̨�������ƶ�����С��չ�˻������ϸ߶ȣ�ʹ�ø����㡣 ����˫��Һѹ�� ������ϵ�в�Ʒ�����ڸ����㲿����ѹװ���������Ρ�ѹӡѹ�ۡ����ߡ����С�����dz����;������ĩ��Ʒ�ij��͵ȼӹ����ա����õ綯���ƣ����е㶯�����Զ�ѭ�����ɱ�ѹ��ʱ�����������õĻ��鵼���ԣ��������㡢����ά�ޡ��������á������û�����Ҫ�������ȹ��DZ��������ס��г����ԡ������ȹ��ܡ�
����8��Ʒ��; �������豸�ر��ʺ��������غ���������������͡����ߵȶ��ֹ��գ����ϳ�û���װ�ú��������ڳ�ף����ϼӹ����Ǵ�����ҵ��ѹ��������ҵ����������ҵ����ѡ��Ʒ�� ����9�������� ����1.Һѹ����ͼ���������ļ��ļ���Ҫ��Ӧ�����й����б��Ĺ涨����Ӧ���չ涨�������������������� ����2.���Ӧ���ֺ������������ۣ�ʹ�����ܰ�ȫ�ɿ�������������㣬�ֲ�����������49N(5kgf) ��̤��������78?4N(8kgf)�� ����3.��Ҫ�ĵ��츶����������(��)����Ӧ��ȡ��ĥ��ʩ�����鵼�칤����(�������)����� Ѱ�칤����Ӧ���ֱ�Ҫ��Ӳ�Ȳ ����4.��������15kg���㲿����Ԫ����װ���Ⱦ�����ڵ��˺Ͱ�װ����ҪʱӦ������������ ��(��)�� ����5.����ְ�װ����ѹ�������㲿����Ӧ���������װ�ص����б����йع涨�� ����6.��װ���㲿����Ӧ����صİ�װʶ���ǣ����а�ʽ���ʽ���Ȱ�װʱ������ȷ�Ķ����ʩ�����й�·��ҺѹԪ����ͨ����Ӧ�з�����ʩ�� ����10���μ��� �������� �����봫ͳ�ij�ѹ������ȣ�Һѹ���ι����ڼ����������������������ģ����������߸ն���ǿ�ȡ����������ɱ��ȷ���������Եļ����;������ƣ��ڹ�ҵ����������������ҵ�еõ���Խ��Խ���Ӧ�á� ������������ҵ�����ա������������ṹ�����Խ�Լ�����е����������dz������Ŀ�꣬Ҳ���Ƚ����켼����չ������֮һ��Һѹ����(hydroforming)����Ϊʵ�ֽṹ��������һ���Ƚ����켼���� ����Һѹ����Ҳ����Ϊ���ڸ�ѹ���Ρ������Ļ���ԭ�����Թܲ���Ϊ���ϣ��ڹܲ��ڲ�ʩ�ӳ���ѹҺ��ͬʱ���Թ���������ʩ���������������в��ϡ������������Ĺ�ͬ�����£��������Ϸ������Ա��Σ���������ģ����ǻ�ڱ����ϣ��õ���״�뾫�Ⱦ����ϼ���Ҫ����п������ �����ŵ� �������ڿ��ı����ṹ������ͳ�����칤�����ȳ�ѹ����������Ƭ��Ȼ���ٺ��ӳ����壬��Һѹ���������һ����������ع��������б仯�Ŀ��Ľṹ�������ѹ���ӹ�����ȣ�Һѹ���μ���������������Ҫ�ŵ㣺 ����1. ������������Լ���ϡ����������������мܡ�ɢ����֧�ܵȵ��������Һѹ���μ��ȳ�ѹ������20%��40%;���ڿ��Ľ���������������Լ���40%��50%�������� ����2.���������ģ������������ģ�߷��á�Һѹ���μ�ͨ��ֻ��Ҫ1��ģ�ߣ�����ѹ�������Ҫ����ģ�ߡ�Һѹ���εķ������м������6�����ٵ�1����ɢ����֧�������17�����ٵ�10���� ����3. �ɼ��ٺ�����е�ӹ�����װ�ĺ���������ɢ����֧��Ϊ����ɢ���������43%��������174�����ٵ�20����������13�����ٵ�6�������������66%�� ����4. ���ǿ����նȣ�������ƣ��ǿ�ȣ���Һѹ���ε�ɢ����֧�ܣ���ն��ڴ�ֱ��������39%��ˮƽ��������50%�� ����5. ���������ɱ������ݶ���Ӧ��Һѹ���������ͳ�Ʒ�����Һѹ���μ��������ɱ��ȳ�ѹ��ƽ������15%��20%,ģ�߷��ý���20%��30%�� ����11����Ӧ�� ������Χ ����Һѹ���ι��������������ա�����ܵ�����ҵ���Ź㷺��Ӧ�ã���Ҫ�����ڣ��ع������߱仯��Բ�Ρ����λ����ͽ�����Ľṹ����������������ϵͳ���ܼ�;��Բ������Ŀ�ܣ��緢�����мܡ��DZ���֧�ܡ��������(Լռ����������11%��15%);������������ӹܼ��ȡ�ͼ2��ΪҺѹ���ι���Ӧ����������ҵ�����������һЩ��������� ����Һѹ���ι��յ����ò��ϰ���̼�֡�����֡����Ͻ�ͭ�Ͻ����Ͻ�ȣ�ԭ��������������εIJ��Ͼ�������Һѹ���ι��ա���Ҫ�����������������ӳ������������ȴ���������������������ֳ����յ������ �����ص� ����1.���չ��ܺ���;�ɵ÷�Ϊ�� ������ĩ����Һѹ����������Һѹ���ǽ���ר��Һѹ����е����Һѹ��̿����ƷҺѹ���O����ƷҺѹ���մ���ƷҺѹ�� ����2.���������ֿɷ�Ϊ�� ������������Һѹ�� ������������Һѹ�� ��������ʽҺѹ�� ��������ʽҺѹ�� ����3.���ն�λ��С��Ϊ�� ����63��Һѹ�� ����100��Һѹ�� ����150��Һѹ�� ����200��Һѹ�� ����250��Һѹ�� ����300��Һѹ�� ����315��Һѹ�� ����500��Һѹ�� ����630��Һѹ�� ����800��Һѹ�� ����ѡװ���� ������Ҫ����(��ѡ�����ֹ�װ) ������������װ�� ����ѹװ���ͱ��������ּ��� ����У��ǰ�� ����У�����ι��� ������װԲ������� �����������������Ĥ�� ����ѹװ��������� �������������ø����ܳ� ������װ���ֽ�����㲿�� �����������Ƭֹ��������� ����í���С�Ͷ�������í�� ����ѹװ��������ת��������������� ������Ҫ��������45���������ֲ����ʴ��� ��������̨���ûʽ���̽ṹ ���������ο����� ��������ѹ�� kn 3150 ����Һ�����ѹ�� mpa 31 ���������г� mm 400 ������ڸ߶� mm 650 �����������ľ�(���ҡ�ǰ��) mm 800��500 ��������̨��Ч���(���ҡ�ǰ��) mm 700��700 ��������̨���γߴ�(���ҡ�ǰ��) mm 1000��700 ��������̨�߶� mm 680 ��������ռ����� mm 2150��900 ���������߶� mm 2400 ����������� kw 11 ����12�����ƶ� ����������ά�� ����1.���������Ƽ�����32�š�46�ſ�ĥҺѹ�ͣ�ʹ��������15��60���϶ȷ�Χ�ڡ� ����2.��Һ�����ϸ���˺�������������䡣 ����3.������Һÿһ�����һ�Σ����е�һ�θ���ʱ�䲻Ӧ����������; ����4.����Ӧ����ע���ͣ��������¶��Ӧ����������࣬ÿ�ι���ǰӦ����ע���͡� ����5.�ڹ���ѹ��500T�¼����غ��������ƫ��40mm��ƫ�Ĺ�����ʹ�������˻���������������� ����6.ÿ����У�����һ��ѹ����; ����7.�����ϳ���ͣ�ã�Ӧ�����Ӳ�λ�����ϴ�ɾ���Ϳ�Է����͡� ������ȫ�������� ����1.���˽�����ṹ���ܻ���������߲�Ӧ���Կ�������; ����2.�����ڹ��������У���Ӧ���м��͵���ģ��; ����3.��������������©�ͻ������쳣(�綯�����ɿ�����������)ʱӦͣ������ԭ���跨�ų������ô���Ͷ�������� ����4.���ó��ػ����ƫ�ľ�ʹ�ã� ����5.�Ͻ��������������г̣�ģ�߱պϸ߶���С����С��600mm�� ����6.�����豸�ӵر����ι̿ɿ��� ����7.ÿ�칤��������������������λ�á� ������������ ����1.��������5000Сʱ���ж�����������ά����Ϊ�����������˲μӡ���ִ��һ������������Ӧ�������й����������������������Ʒ����� ����2.�����жϵ�Դ���б���������(���±�) ������� ������λ �������ݼ�Ҫ�� ����һ ������������ 1.��顢�����ŹҺ���ƽ�桢�������졢���ס����顢ѹ�壬ʹ֮�ﵽ�˶�ƽ�ȣ����Ϲ���Ҫ�� ����2.�������ȱ������� ������ Һѹ�� 1.��ϴ������ŷ�����ĥ���ţ���о�� ����2.��ϴ����ͱ���������ë�̣������ͷ� ����3У��ѹ���� ����4.�����������ĥ����� ����5.���������ס���������ƽ�ȣ������С�֧�ַ���ʹ�����ȷͣ���κ�λ�ã�ѹ�������㹤��Ҫ�� ������ ���� 1.��ϴ�綯���������У�������֬ ����2.���������Ԫ���� ����3.���������豸��ñ�Ҫ�� ������ ���� 1.У����ˮƽ�������������ȡ� ����2.���ȷ����豸��ñ�Ҫ�� ����Һѹ���ı�����ά��������Ҫר�ˡ�רҵ��רְ��ȥά���������ſ����õ�ʱ�����Щ! ����13�������� ����������ѹҺѹ�������У���ʱ������˨���䣬����Һѹ���ڶ�������������ػ��ˡ�������ֺ�ͳ����������ʵ���ֳ�����ֻ���Dz�ж�������������ҽ��в����ӹ��ϸ���������û�б����������������������ά��ʱ�����ƿأ���ʱ��ͣ������ҵ������ؾ�����ʧ��ͬʱ��Ҫ֧���߶�ļӹ��������á�Ϊ��������ҵ������������Ҫ����Ҫ�ҵ������ݡ�����Ч��ά���ֶ���������豸���⣬���̶ȼ�����ҵ��ͣ��ͣ��ʱ�䲢����ά��ά�����á����Բ��ø߷��Ӹ��ϲ��ϵķ��������ֳ�����Ӧ�ý�Ϊ������и�������ϵ�����ý�����2211F�߷��Ӹ��ϲ����ֳ���������г�ǿ��ճ���������ÿ�ѹ�ԡ�������ۺ�������ѧ���ܡ����õ���ĥ�ԣ�ͨ���ֳ�ͿĨ���̻�����ĥ����ϳߴ磬��������ӹ��ֳ����������ˣ����ⱨ�ϸ������ӳ��豸ʹ�������� �����������裺 ����1.����-��Ȳ���濾���˲�λ(�����¶ȣ���������˻�)��������������������Ϳ�����������û�л��Ľ��� ����2.�����˲�λ�ý�ĥ�����洦������ĥ���1�������ϣ����ظ�Ͳ��ڴ�ĥ�����ۣ��������β�ۡ��������������ı���������� ����3.����֬��պ��ͪ����ˮ�Ҵ���������ϴ�ɾ��� ����4.�����;��ȵ����λ�-������2211F����������ͿĨ�����˱���;��һ��Ҫ����Ҫ������ȫ�����ǻ����棬��ȷ�����������������õ�ճ�ӣ��ٽ�����Ϳ����������λ����ѹ��ȷ��������ʵ���ﵽ�����ȣ�ʹ֮�ȸ�Ͳ��ڱ����Ըߡ� ����5.������24������ȫ�ﵽ����������Ҫ24Сʱ��Ϊ�˽�ʡʱ�䣬����ͨ��±�ٵ�����¶ȣ��¶�ÿ����11�棬�̻�ʱ��ͻ�����һ�룬��ѹ̻��¶�70�档 ����6.���Ϲ̻�����ϸĥʯ��ε������߳���Ͳ��ڱ���IJ�����ƽ����ʩ����ϡ� ����14������Ϣ ����1���������ߵ�ԭ�� ����(1)�����ݻ�̫С��ɢ�����������δ��װ����ȴװ�ã���������ȴװ�õ���������С ����(2)������ٶ�ѡ���ͱ������Ķ����ù���ϵͳ���ڹ���ʱ���дֶ���������ڸ�ѹ�´���������ض����ȡ� ����(3)ϵͳ��ж�ɻ�·���ֹ��ϻ���δ����ж�ɻ�·��ֹͣ����ʱ�ͱò���ж�ɣ��õ�ȫ�������ڸ�ѹ������������������ʧ�����ȣ����������� ����(4)ϵͳ��·��ϸ�������������࣬�ֲ�ѹ����ʧ���س�ѹ����ʧ�� ����(5)Ԫ�����Ȳ�����װ�����������˶���Ļ�еĦ����ʧ�� ����(6)��ϼ�����ϼ�϶̫С����ʹ��ĥ����¼�϶�����ڡ���й©��������ݻ�ʧ����õ��ݻ�Ч�ʽ��ͣ������졣 ����(7)Һѹϵͳ����ѹ�������ñ�ʵ����Ҫ�ߺܶࡣ��ʱ�����ܷ�����������ܷ����й©��������ò�����ѹ�����ܹ����� ����(8)�����ҵ�����¶ȸߣ���ʹ�������ߡ� ����(9)ѡ����Һ��ճ�Ȳ�����ճ�ȴ�ճ��������ճ��̫С��й©�����������������ɷ��������� ����2���������ߵ�Σ�� ����(1)ʹ��е�����ȱ��Σ�ҺѹԪ��������ϵ����ͬ���˶�����������ϼ�϶��С��������������ʧ�顢Ӱ��Һѹϵͳ�Ĵ������ȣ����²������������� ����(2)ʹ�͵�ճ�Ƚ��ͣ�й©���ӣ��õ��ݻ�Ч�ʺ�����ϵͳ��Ч�ʻ��������͡������͵�ճ�Ƚ��ͣ��������ƶ���������Ĥ�䱡�ͱ����ƣ�Ħ������������ĥ��Ӿ硣 ����(3)ʹ���ܷ�����Σ������ϻ�ʧЧ�������ܷ����ܼ�ʹ�����������й©�� ����(4)������Һ�������ʣ��������������ʣ�����Һѹ�͵�ʹ���������������������С�ͷ�϶ʽ���ڣ�����ѹ�������������ܶ�����������·�쳤����䣬�������ѵȡ� ����(5)ʹ�͵Ŀ�������ѹ���ͣ������ܽ�����ݳ���������Ѩ����ʹҺѹϵͳ�������ܽ��͡� ����3�����δ�ʩ ����(1)���ݲ�ͬ�ĸ���Ҫ������顢������������ѹ����ʹ֮ǡ���ô��� ����(2)����ѡ��Һѹ�ͣ��ر�����Һճ�ȣ�����������������£��������õ�һ���ճ���Լ���ճ��Ħ����ʧ�� ����(3)�����˶��������������Լ���Ħ����ʧ�������ڽ��������ɡ����ٷ��ȡ� ����(4)���ҺѹԪ����Һѹϵͳ��װ���������������ȣ��ϸ������ϼ�����ϼ�϶����������������Ħ��ϵ��С���ܷ���ϺĽ��ܷ�ṹ�������ܽ���Һѹ��������,�Խ��ͻ�еĦ����ʧ�������������� ����(5)��Ҫʱ������ȴװ�á� ����15����ʽҺѹ���������� ��������ʽҺѹ�����ܿɰ���Գ����Ϊƽ����ܣ���������ͼ�ɿ���ƽ�����˺�ֱ�˵���ϣ���ͼ��ʾ�� ��������O-O������Ҫ������������ص����ã������ɺ��Բ��ơ��������˵ļ��㹫ʽ����O-O����һ����(�ɽǶȦȶ�)�����M��������N�ֱ�Ϊ ����M=P(l+rcos��) N=Pcos�� ��������ֱ�˲���(��ͼ2-72��O-B��) ����M=P(l+r) ����N=P
�������� |
|