混炼是用炼胶机将生胶或塑炼生胶与配合剂炼成混炼胶的工艺,是橡胶加工最重要的生产工艺。
混炼是指为了提高橡胶制品的物理机械性能,改善加工成型工艺,降低生产成本,需要在生胶或塑料胶中加入各种配合剂,如填充剂、补强剂、促进剂、硫化剂、防老剂、防焦剂等,这些配合剂有固体、液体等材料,将所加入的各种配合剂分散均匀,确保胶料的性质一致。所以在炼胶机上使各种配合剂均匀地分散到生胶或塑炼胶中的工艺过程称为混炼,经混炼制成的胶料称为混料胶。
混炼就是通过机械作用使生胶或塑料胶与各种配合剂均匀混合的过程。混炼不良,胶料会出现各种各样的问题,比如焦烧、喷霜等,使压延、压出、涂胶、硫化等工序难以正常进行,并导致成品性能下降。
混炼过程包括四个阶段:混入、分散、混合、塑化。生胶或塑料胶在炼胶机中受到剪切和拉伸的作用产生流变和断裂、破碎,与配合剂充分接触,使其混入。这一过程称为润湿阶段或吃粉阶段。混入橡胶后的配合剂在机械力的作用下,进一步被破碎成微小尺寸的细粒,同时增加接触面面积并进一步提高混合均匀性。所以又称微观分散。各种配合剂在生胶或塑炼胶中均匀分布的过程。所谓混合,是指仅增加配合剂在胶料中的分布均匀性,而不改变其粒子的尺寸大小。所以,这一过程又称为宏观分散或简单混合。 橡胶分子在机械力-化学作用下继续断裂,使粘度下降,实现均匀混合。这些过程不是孤立进行的,而是同时发生。
混炼胶制备的一般工艺流程如下:
配合剂补充加工 → 生胶及配合剂称量 → 混炼 →质量检测
配合剂的润湿分散性能
粉粒状配合剂分散于橡胶中的难易程度与其表面性质有关。按照其表面性质基本上可分为两类:一类是具有亲水性,如碳酸盐、陶土、氧化锌、锌钡白、白炭黑、氧化镁及其他碱性无机物等;另一类是具有疏水性,如各种[[炭黑]]等。前者的表面性质与生胶不同,因而不易被润湿,后者表面性质与生胶相近,易被润湿。为了提高配合剂的分散程度,有效的办法是加入表面活性剂,表面活性剂大多为有机化合物,其中含有-OH、-NH2 、-COOH、-NO2、-NO、-SH等极性基团,具有亲水性,另外他们分子结构中还含有非极性长链或苯环式烃基,具有疏水性。因而表面活性剂充当配合剂和橡胶之间的媒介的角色,提高了混炼效果,同时它还能稳定已分散的配合剂粒子在橡胶中的分散状态,从而提高混炼胶的稳定性。
炭黑的分散过程
炭黑分散到生胶或塑料胶的过程,先是橡胶渗入炭黑附聚体的空隙中,形成浓度很高的炭黑-橡胶聚集体团块,分散在不含炭黑的生胶或塑料胶中,然后这些炭黑-橡胶聚集体团块在足够大的物理剪切或拉伸力作用下被搓开,团块逐渐减小,逐渐混合,直到充分分散。在炭黑-橡胶聚集体团块中,炭黑形成的附集体,其内部存在着一种物理吸附的内聚力,只有受到大于这一物理吸附内聚力的物理剪切或拉伸力时才能将团块搓开。由于生胶或塑炼胶变形量所需的剪切或拉伸力与其粘度有关,要达到克服炭黑附聚体的物理内聚力将其搓开,要求生胶或塑炼胶有一定的粘度。随着分散过程的发展,炭黑包含的生胶或塑炼胶逐渐减少,胶料粘度逐渐下降。炭黑分散度和细粒子数目的提高,炭黑与生胶或塑炼胶之间接触面积增加,胶料的弹性恢复数值逐渐增大,当此值不再增加时,表明其分散过程终结。
混炼前的准备
混炼前的准备工作主要包括:对原材料进行抽查、检验;对不适用的配合剂补充加工;配合剂的称量。
原材料的质量检验
通常对配合剂的检验内容主要有纯度、粒径、水分、机械杂质含量、灰分及挥发分含量、酸碱度以及液体配合剂的粘度等。具体依配合剂类型不同而异。生胶或塑炼胶除了检验其化学成分和门尼粘度外,还应该检验物理机械性能。
配合剂的补充加工
配合剂的补充加工主要有固体配合剂的粉碎;粉状配合剂的干燥和筛选;低熔点配合剂的预热融化和过滤;液体配合剂的加温和过滤;膏剂和母炼胶的制备等。
粉碎
块状或粗粒状配合剂需要经过粉碎、磨细处理或者刨成细片(如硬脂酸、石蜡、沥青和松油等)才能使用,以便在胶料中分散。粉碎常用的设备有盘式粉碎机、球磨机、气流粉碎机、锤式破碎机、刨片机等。
干燥
当配合剂中含有较多水分或低挥发物杂质时,使得配合剂容易结团,不仅使筛选困难,而且在混炼时容易被压成大块凝聚物而不易分散,使得胶料或半成品硫化时内部容易产生气泡,造成废次品。所以需要除去或减少其中水分或低挥发物杂质。干燥设备有干燥室、真空干燥箱、螺旋式连续干燥机等。
筛选
当配合剂的粒度及粒度分布达不到标准,或者其中含有机械杂质,如沙粒、木屑、小金属器件以及配合剂本身的大颗粒和结团等。因为这些杂质的混入,会降低硫化胶的物理机械性能,容易损坏设备。常用的设备有振动筛、鼓式选筛机、螺旋选筛机等。
熔化与过滤及加温
低熔点固体软化剂须先进行加热融化,达到脱水作用和降低粘度作用后,再趁热[[过滤]]去掉其中的各种机械杂质。而对[[粘度]]太高的液体软化剂,则应进行加温脱水并使其粘度减小,以便进行趁热过滤去掉杂质。
膏剂和母炼胶的制备
将个别的一些配合剂(短时间难以混炼均匀、生热量多、能耗大的)以比较大的比例事先与生胶或塑炼胶单独混合制成组分比较简单、高浓度的母炼[2]胶。将某些配合剂,如促进剂、氧化锌、硫磺等,预先与液体软化剂混合制成膏状混合物,使得配合剂容易分散,降低粉状配合剂的飞扬,改善劳动条件。
配合剂的称量
配合剂的称量是制备胶料前准备工作最主要的工序之一。称量是否准确,对胶料的加工性能和产品质量都起着重要的作用。因此必须做到细致、不错不漏、准确无误。配合剂的称量和投料有两种方式:手工称量投料和自动称量投料。前者适用于技术程度不高的中小规模生产,后者适用于技术程度高的大规模生产。
混炼可采用开炼机、密炼机和螺杆连续混炼机。用开炼机混炼时要求手工操作熟练,劳动强度大,且不安全。用密炼机混炼操作安全,劳动强度小,是目前应用最普遍的。混炼要求配合剂均匀分散于生胶中,形成胶态分散体,以使硫化胶具有最佳性能。同时对混炼胶料的可塑度也有一定要求,使之能符合后工序的要求。有一段和二段混炼法。前者是在橡胶中逐步添加配合剂。后者是先加入软化剂和粉末状填充剂进行第一阶段的粗混炼,胶料经冷却和放置一定时间后,再加硫黄和促进剂进行第二段混炼。
将橡胶(生胶)与各种配合剂(见橡胶配合)在炼胶机内混合均匀的橡胶加工工艺。为了能够将粉状配合剂加入橡胶中,生胶须先经塑炼,提高其塑性及流动性。混炼过程是橡胶加工最基本的过程,加入配合剂后的混炼胶料的质量,对半成品的工艺性能和成品质量均具有决定性影响。
橡胶混炼过程
橡胶混炼过程就其本质来说是配合剂在生胶中均匀分散的过程,粒状配合剂呈分散相,生胶呈连续相。在混炼过程中,橡胶分子结构、分子量大小及其分布、配合剂聚集状态均发生变化。通过混炼,橡胶与配合剂起了物理及化学作用,形成了新的结构。混炼胶是一种具有复杂结构特性的分散体系。由于生胶的粘度很高,为使配合剂渗入生胶中并在其中均匀混合和分散,必须借助于炼胶机的强烈机械剪切作用。混炼工艺依所用炼胶机的类型而异。炼胶机主要有开放式和密闭式两类。较新型的混炼机是螺杆传递式装置,可节省能源和占地面积,能减轻劳动强度,并且便于连续化生产。
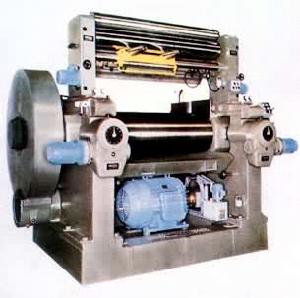
开放式炼胶机混炼过程
橡胶在开放式炼胶机(见彩图)两个旋转辊筒的间隙中,反复受到剪切作用,靠手工操作控制。主要包括三个阶段:①生胶加热。即将已塑炼的生胶在机上再次重炼,加热软化,并加入其他聚合物共混。②加配合剂。一般先加软化剂、硬脂酸等,然后加入粉料和炭黑等(炭黑也可预先和部分生胶先单独混为母炼胶)。硫磺一般在混炼的最后,或在胶料经停放后,于第二次重炼时再加入。③混炼均匀和下片。当所有配合剂添加完毕后,应再继续翻炼,使混合均匀,然后卸下胶片。
开炼机混炼分为包辊、吃粉、翻炼三个阶段
①包辊 包辊是开炼机混炼的前提。,混炼时生胶在开炼机辊筒上有四种状态。1区、2区、3区和4区。

可见,应选择适当的温度,使生胶在包辊2区进行混炼。各种橡胶的玻璃化转变温度各不相同,因此不同橡胶的包辊最佳2区温度也不同。天然橡胶和乳聚丁苯橡胶的分子量分布较宽,因而适宜的温度范围较宽,一般只出现1区和2区,在一般操作温度下,没有明显的3区,所以包辊和混炼性能好。顺丁橡胶等合成橡胶的分子量分布较窄,适宜的温度范围就窄,低温包辊在2区,如果在323.5K以上时即转变到3区,此时即使将辊距减少到最小程度也不能回到2区。由此可见,对各种生胶或塑炼胶必须掌握好操作条件,选择适当的温度,使其在包辊的2区进行混炼,防止向1区或3区过渡,而压延应在4区。
②吃粉 胶料包辊后应在辊距上方保留适当数量的堆积胶,然后再向堆积胶上添加配合剂。当加入配合剂时,由于堆积胶受到阻力、折叠起来,形成波纹,不断翻转和更替,配合剂便被带进堆积胶的波纹部分中,并带入辊距中,使配合剂在径向剪切变形的作用下,不仅发生周向混合,而且也向包辊胶片的厚度方向混合分散。堆积胶的量不能过多或过少,过少会使配合剂只在后辊与橡胶的剪切擦人胶料表层,而在胶料厚度方向(径向)的混合作用较小,不容易使配合剂混入内部,混合效果较差;过多会使多余的胶料在辊距上方翻转打滚,不能顺利进入辊距而得不到混炼。
③翻炼 由于橡胶的粘度很大,混炼时只沿着辊筒旋转方向产生周向流动,且为层流,紧贴辊筒表面占包辊胶片三分之一厚度的胶料不能产生流动而成为“死层”,只有三分之二为活动层,在死层所受的剪切力已经小到配合剂不能进入其内。此外,辊距上部的堆积胶还会形成部分楔形“回流区”。因此吃粉后应立即切割翻炼操作,不断改变胶料的流动方向,使死层的胶料不断被带到顶部堆积胶并带入活动层,使配合剂得到充分的分散和混合。
开炼机混炼优缺点分析
开炼机混炼的缺点是粉剂飞扬大污染环境、安全性差、劳动强度大、生产效率低、生产规模也比较小;优点是适合混炼的胶种多或制造特殊胶种、灵活性大。
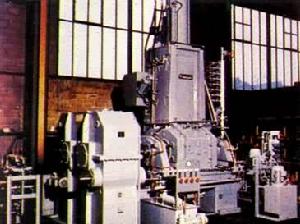
密闭式炼胶机混炼过程
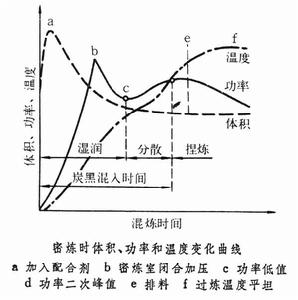
密闭式炼胶机(见彩图)的转子表面和混炼室壁面之间的间隙大小,随转子转动有很大范围的变化,对胶料产生强烈的剪切作用。混炼效果比开放式炼胶机大得多,各种粉料配合剂在混炼室内和胶料混合而不飞扬在外,而且自动仪表控制混炼过程,例如在混炼过程中,胶料温度、物料在室内的体积和所耗电功率的变化有一定规律(见图)。
密炼机混炼
密炼机混炼工艺方法一般有一段混炼法、两段混炼法。
一段混炼法
密炼机一段混炼法从加料、混合到下片冷却一次完成。一般要和压片机配合使用,先把生胶或塑炼胶和配合剂按一定顺序投入密炼机的混炼室内,混匀后,排胶于压片机上压片,并使胶料温度降低,此时再加入硫化剂和需低温加入的配合剂,再通过捣胶装置或人工捣胶反复压炼,以混炼均匀,经密炼机和压片机一次混炼得到均匀的混炼胶的方法叫做一段混炼法.
(1)传统一段混炼法
把塑炼胶和各种配合剂逐步分次加入,每次加料后,放下上顶栓,加压程度视具体情况而定。
传统一段混炼法的混炼程序一般为:橡胶(生胶、塑炼胶、再生胶等)→ 硬脂酸 → 促进剂、活性剂、防老剂 → 补强填充剂 → 液体软化剂 → 排胶 →压片机加硫黄和超速促进剂 → 下片 → 冷却、停放
(2)分段投胶一段混炼法
分批加入生胶,以强化炭黑的分散,达到改善合提高胶料的工艺性能及硫化较的物理机械性能。
具体操作:投入60%~80%生胶和配合剂(硫化剂和超促进剂除外),在70~120℃混炼温度下,混炼到总混炼时间的70~80%,再把其余生胶并同硫化剂和超促进剂一起投入,再混炼1~2min后,排胶下片。
两段混炼法
有些胶料如氯丁胶料、顺丁胶料经密炼机混炼后,于压片机下片冷却,并停放一段时间,经冷却和停放后粘度增大,使得胶料在混料时有更大的剪切或拉伸力,使得胶料和配合剂更加容易破碎和混合。再回到密炼机上混炼,然后在压片机上加入硫化剂,超促进剂等,并使其均匀分散,得到均匀的混炼胶,这种方法叫做两段混炼法。
(1)传统两段混炼法
用高速高压密炼机进行第一段的粗混炼,使橡胶与配合剂混炼制成母胶,下片后经停放一段时间后,再送入低速密炼机加硫黄和促进剂进行混炼,再经压片机补充加工胶片。
(2)分段投胶两段混炼法
第一段混炼时,把80%左右的生胶投入进行与传统两段混炼法一样的混炼,制备母胶。在第二段混炼时将剩余20%左右的生胶投入母胶中混炼,均匀后排胶。
密炼机混炼优缺点分析
密炼机混炼与开炼机混炼相比,机械化程度高,劳动强度小,混炼时间短,生产效率高,减少了粉剂的飞扬。但是密炼机散热慢,混合温度控制困难,不适用温度敏感性的胶料,排胶不规则,形状不固定。
逆混(倒混)炼法
先把除硫黄和促进剂以外的所有其它配合剂全部装入密炼机中,然后再投入生胶进行混炼。
