本篇文章内容由[中国幕墙网ALwindoor.com]编辑部整理发布:
摘要:“十三五”和《中国制造2025》规划的快速推进,智能制造工厂成为工业发展的一大趋势。政府的诸多行动也向市场传递出强烈信号,显示工业转型将迎来大突破、大提速。在生产制造过程中,推进新一代信息技术和制造技术的深度融合,成为制造企业摆脱传统加工模式的着力点与突破点。作为国内第一家门窗幕墙专用设备上市企业,天辰铝(词条“铝”由行业大百科提供)机一直立足于行业需求,为客户提供性能稳定、技术先进的加工设备和智能生产线解决方案。自主研发了智能化的天辰MES生产执行制造系统,构建了在MES管理下的集成多种高度自动化加工设备、工业机器人、智能分拣线、组装台等诸多工序单元的智能生产线。
关键词:天辰MES;智能制造;二维码自动打印粘贴;工业机器人;扫码加工;智能分拣;物流组装
1 基于天辰MES的铝合金门窗加工智能生产线模式的设备构成与功能介绍

图1 智能生产线布置图
如上图所示,设备构成主要由锯切中心(含二维条码自动打印自动粘贴)、R1工业机器人、数控转序工作台、R2工业机器人(带地轨及数控第七轴)、高速数控钻铣中心、智能分拣线、多头钻、数控端面铣、冲床、存储料车、数控四头组角机、物流组装台等主要部分构成。
自主研发的天辰MES系统可无缝对接门(词条“门”由行业大百科提供)窗(词条“窗”由行业大百科提供)厂的ERP系统,自动导入门窗企业工程作业单生成优化加工数据,整条智能生产线通过MES进行动态物流管控与加工数据管理,实现自执行的设备加工管控。
1.1智能生产线前段设备构成与功能介绍

图2 智能生产线前段设备布置图
R1工业机器人布局于锯切中心出料端,负责锯切中心的出料抓取及智能分拣。R2工业机器人布局于钻铣中心加工端,可以沿地轨进行长距离的移动,负责钻铣中心的上下料,智能生产线的前段部分在天辰MES系统的管控下负责物料的分拣,整个操作过程通天辰MES实时管控,无需人工干预。
锯切出的型材首先进行自动贴码作业,然后由R1机器人抓取;
需要钻铣中心加工孔槽的型材,R1机器人将型材放置于转序工作台上,通过该装置将型材传送至R2机器人处,然后通过R2机器人精准的将型材放置于钻铣中心上,进行孔槽的加工,加工完毕后,R2机器人再将型材取出并放置于智能分拣线上,通过二维码识别,智能分拣线自动进行分流传送至所需加工工位;
不需要钻铣中心加工孔槽的型材,R1机器人直接将型材放置于智能分拣线上,通过二维码自动识别,智能分拣线自动进行分流传送至所需加工工位;
智能分拣线通过条码扫描,根据天辰MES系统数据信息,将输送中的型材自动传输至后续的数控端面铣床(词条“端面铣床”由行业大百科提供)、冲床或多头钻床(词条“钻床”由行业大百科提供)等加工工位,完成相应工序加工;无需加工的型材由智能分拣线直接输送到系统末端;


图3 粘贴与工件表面上的二维码与二维码扫描仪
在智能分拣线的末端,依据智能排产优化方案,按天辰MES系统指令,将ERP的生产计划再次进行每根型材的智能分拣,建立同窗型通过智能分拣快速装满料车的策略算法模型,实现同窗型在同料车的物流优化方案;
1.2 智能生产线后段设备构成与功能介绍

图4 智能生产线后段设备布置图
加工完全部孔槽的型材按照天辰MES系统的指示,按尺寸规格分拣到对应编号的料车中,运输至数控四头组角生产线(或单头组角机)工位。此处设置有看板计算机,指导完成角码、钢片等的穿入。数控四头组角生产线完成快速的批量组角加工,组角后窗体自动送入组装流水线,完成各个工序的组装作业。窗扇加工时使用玻璃吸吊机完成玻璃安装,数控压条(词条“压条”由行业大百科提供)锯完成压条切割,由自动打胶机完成窗扇打胶。
综上所述,本智能生产线包含以下优势:
每个单元通过天辰MES系统串接在一起,完成各加工工序之间的任务与数据的传输。每个单元设置工作站,工作站之间通过局域网相连;
机器人智能分拣单元主要将锯切单元加工完的型材,根据MES系统提供的数据信息,将型材分拣到孔槽钻铣中心或者智能分拣线上;
孔槽加工单元主要完成对型材上所需孔槽的加工,根据MES系统提供的数据信息,自动读取孔槽加工的种类、位置等信息,清晰准确的完成门窗所需孔槽的加工;
智能分拣线通过对粘贴于型材表面二维码的扫描识别,读取工件的加工信息,自动将工件输送到所需加工工位,实现后续工位的加工;
加工完的型材按窗型信息智能存储,独立开发了物料智能分拣及存储软件;
根据MES提供的数据信息,组角工作站显示屏显示需要组角的型材料仓位置,成窗尺寸信息,清晰精确的完成门窗四个角的组角加工;
组角后门窗直接通过物流输送单元,逐步由人工完成中梃拼装、注胶、胶条安装、铰链孔加工、五金安装、压线安装等门窗生产所必需的加工工序;
2 天辰MES工厂执行系统
2.1 铝合金门(词条“铝合金门”由行业大百科提供)窗生产线MES概述
MES全称为Manufacturing Execution System,即工厂执行系统,或者车间执行系统,重点是在执行这个层面。但目前很多企业所宣导的MES,并不是真正意义上的MES,不是工厂的执行系统,而是工时或者成本的记录系统,只是纯做记录而已。而在MES的定义里,执行是非常重要的一部分,专注于自动化的表现,即生产指令通过生产、搬运等,或者是履带、传输带等等这些东西统筹起来,去执行生产工单,这个才是真正意义上的生产执行系统。
上层ERP下发的门窗作业单传输至生产车间,由MES系统接收订单信息后,进行计划的优化排产,通常称作APS先进排产模块。优化后的计划将存储到MES数据库,再由MES执行模块动态完成给生产线上的各个设备下达具体加工计划,其中包括发送给锯切中心的计划,一般包括下料切割的长度、角度、型材类型等信息;与锯切中心配合生产的转运系统,如智能机器人或者移动料仓等;以及后续的诸多机械加工设备。在整个计划执行过程中需要动态识别设备的计划执行状态,实现全流程的物料定位管理与识别,智能化的安排物料流转,实现自动化甚至无人化的加工过程。如果只是纯粹的停留在记录和管理上面,用于记录生产设备上的数据,以及工时、损耗等成本相关的数据,并通过这些数据分析生产过程中的一些问题,虽然能提高生产效率,但仍不是MES系统,如果没有自动化和半自动化的关联,我们只可以称之为工厂大数据平台。
2.2 MES系统数据信息流的管控
MES系统数据信息流管控主要组成:
ERP计划接入和MES计划执行反馈。完成生产计划来源的数据接收以及当前生产计划执行状态反馈给ERP等上层管理系统.
ERP计划转换为MES的优化排产计划,实现APS先进计划排产。
各个工序读取、执行和回馈MES的工序生产计划。
物流设备与工序设备配合,读取、执行和回馈MES的工序生产计划。
MES的整体协调管控以及管控信息的展示。
在集成的前提下实现可视化,在可视化的基础上实现精细化,在精细化的前提下实现均衡化,透明的目的在于实现生产过程的可视化,实现精细化生产。
首先,要实现生产信息的采集,这是企业实施MES系统软件的初衷,也是很容易见效的环节。但要实现真正“透明”,不仅要完成生产数据的采集,还要实现生产数据的集成,即物料数据、产品数据、工艺数据、质量数据等高度集成。
其次,要实现生产过程可视化。即在实现了集成后,通过逐步的细化(从控制的力度:车间→工序→机台→工步等;从控制的范围:计划执行→物料→工艺→人员→环境等),实现生产过程的可视化管理。
第三,在透明的基础上,实现均衡生产。企业只有实现了均衡的生产,才能实现产品质量、产品成本、产品交货期的均衡发展。均衡生产是质量稳定、降低制造成本的基础。
最后,实现高效生产,即在生产均衡的前提下,通过优化,实现高效的生产。
2.3 天辰MES二维码全流程管控铝合金门窗智能生产线
为了实现天辰MES-TCi系统与ERP等上层计划系统进行衔接,研发完成了与用户ERP系统的网络文件夹共享方式或者移动存储的文件拷贝形式接口,采用了标准Excel模板完成计划数据的接收,同时研发了对接ERP系统数据库的共享数据接口方式。方便快捷的实现了ERP系统和天辰MES-TCi系统的数据对接标准化。

图5 ERP系统排产计划导入示意图
根据客户工程作业单,天辰MES系统可实现智能化排产。天辰MES作为上承上级计划管理系统(ERP),下接加工设备的核心环节,是IT系统的最后一站。在天辰MES的智能排产模块实现了智能边缘计算,具备了计划即预见生产过程的超前预计算功能。天辰MES智能排产模块在接收到生产计划后,将自动生成可预见性的计算计划(如下图所示)。天辰MES在生成预见性计算计划过程中,应用了分治算法、动态划分算法、贪心算法、分支限界算法与穷举算法等相结合的优化计算方式,基本解决了大数据计算模式与计算速度之间的矛盾。采取了加工计划与物流计划同步计算、同步控制的生产策略。引入了精益生产的管理理念,优化加工计划的排序、物流分拣计划的策略,极大的减少了物料周转。深入研究分析精益生产的动作,并运用到系统优化中来,按照动作经济原则尽可能减少人工数量并降低人工的劳动强度、提高生产效率,合理设计物流与分拣流程。在关键、易出错、劳动强度大的工位,合理使用工业机器人技术。从而实现智能化制造系统的重要特征,达到系统化的效率最高,成本最低,物料转运与加工准确度最高。比如在门窗生产中,创新性的实现了锯切后同类窗型物料一次集中分拣到位,大大减少了常规生产流程中多次分拣的消耗时间,具备全流程加工计划、物流计划设计的MES管理也使得生产线的错误率极大降低。
对于生产的异常状态等影响因素,天辰MES提供了人工干预的接口,天辰MES的设计原则是:人工干预是为了维护MES的计划正常执行,而不是改变计划。

图6 每根原料生产后的料车情况预见性计算计划
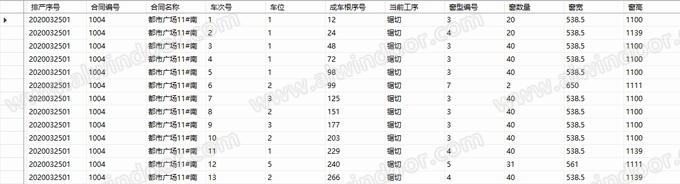
图7 每车次的料车预见性计算计划

图8 每根原料加工计划的智能再排序计划
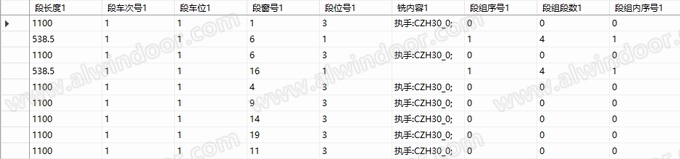
图9 每根原料细化后的设备加工计划与追踪信息

图10 每个车位的料车安排预见性计算计划
MES加工数据管理是MES智能排产模块预计算排产计划正确执行的保障。它负责解析排产计划,进行设备和物流计划的再分解、数据协议重组、物料计划协调,通过各个子接口模块下达给生产线上的每一台需要MES管理排产的设备。其中包括了多种多样的设备通信接口,以及多种工艺设备的计划控制子模块。其中包括:锯切下料模块、机器人动态路径模块、铣削模块、冲压工序模块、四头组角模块、物流传送模块等等。

图11 设备物料自动追踪的示意图
制造业中采用离散(词条“离散”由行业大百科提供)型生产模式的企业占据了绝大多数。MES动态物流管控是按照MES智能排产下达给设备的上下料计划,执行加工自动排程。采用物流自动化技术、机器人技术、条形码或二维码、RFID技术实现对每个物料的定置定位追踪与控制管理,使得每个物料每时每刻都在MES的掌控之下,确保每道工序都严格按照MES智能排产模块设定的预见性计划进行生产。
MES系统直接管理着机器人、锯切中心、钻铣中心、数控端面铣床、数控四头组角线等各种生产线设备以及物流控制系统,实现实时下达加工计划、优化产线计划、协调工序加工、管理物流缓存、异常处理等功能。对于在生产线中也可能存在着少量纯人工操作的设备,比如小型冲床、手工装配台等,这类设备通常没有自动化接口,MES系统则采用看板形式指导工人完成加工,能够更方便灵活的适应实际生产的个性化要求。

图12 物流自动追踪的示意图
3 结束语
1999年,“物联网”概念初步提出;
2009年,美国提出“智慧地球”概念;
2010年,中国进入智慧时代准备阶段;
2017年,党的十九大提出推动互联网、大数据、人工智能和实体经济深度融合;
2018年,“十三五”和《中国制造2025》规划的快速推进,智能制造工厂成为工业发展的一大趋势。
在铝合金门窗幕墙专用加工设备领域,天辰股份在现有技术的基础上,结合自动化程度高、生产效率高的锯切类设备、铣削类设备、组角类以及物流传输等加工设备,引入工业机器人、自主研发天辰MES系统(执行系统),基于工作站式的局域网数据管理,有效的实现了铝门窗加工组装领域的智能制造生产线的生产模式。
传统的数据流和控制流在管理层与控制层之间存在着巨大的鸿沟。业务管理系统与车间自动化系统之间存在着信息壁垒,排产和调度过于依赖经验,计划的可行性和应变能力较差,生产执行过程不透明,管理层难以及时准确地获取生产信息。所以我们要把人工系统变成MES软件系统,它集成了各种生产数据,通过较少的人工干预进行运行操作,即要从原来的人工环境,变成由人员参与管理的集成系统,把管理层和控制层进行顺畅的流通。
智能制造是制造业发展的必然趋势,也是门窗企业转型升级的必然方向,是解决门窗制造过程中难点、痛点的必由之路。可以实现更好的生产制造,提高企业赢利能力。基于天辰MES的铝门窗智能制造系统实现对铝门窗整个生产过程的全面管控,改变了传统的单机生产模式,实现了多个加工单元的信息化、自动化、智能化联网作业,极大的降低人工成本,提高生产效率,减少错误成本,引领门窗行业的发展潮流。
参考文献:
[1] 林土保.建筑幕墙门窗节能技术的应用及控制措施.才智,2009(17):39-40.
[2] 黄晓华.浅谈建筑幕墙成本控制的有效途径现代经济信息[J].2010.16.
[3] 钦健.国内铝合金门窗建筑幕墙行业经济现状[J].内蒙古科技与经济,2018,0(11):16-16.
[4] 黄圻,张志华.铝合金门窗行业发展30年[J].中国建筑金属结构,2012(1):17-20.
[5] 黄颖华.MES系统在铝加工企业的运用[J].电子技术与软件工程.2015(10).
[6] 李鑫.企业车间MES生产调度的设计与实现[D].中国科学院研究生院(沈阳计算技术研究所).2010.
[7] 郭春华,徐世祥,王平.MES与搬运机器人实时信息传递,实现气缸(词条“气缸”由行业大百科提供)盖自动识别[J].内燃机与配件.2017(06).
[8] 陈运军.基于工业机器人的“智能制造”柔性生产线设计[J].制造业自动化.2017(08).