本篇文章内容由[中国幕墙网]编辑部整理发布:
前言
建筑门窗五金配套件产品,很多以铸造和冲压(词条“冲压”由行业大百科提供)成型方式为主,生产加工几乎不能避免毛刺的产生。毛刺的存在会严重影响产品的装配精度和使用性能,尤其在关键部位存在毛刺,会造成更大的潜在危害。比如金属(词条“金属”由行业大百科提供)件与塑料件配合使用,金属件毛刺去除不彻底,则会造成塑料件使用寿命大幅度降低,并且会直接影响装配精度,严重的造成产品无法使用。同时,制件毛刺去除不彻底会造成后工序生产过程安全隐患,关键制件则会影响装窗安全性。
去除毛刺常常采用人工方法,人工修毛刺不仅劳动强度(词条“强度”由行业大百科提供)大,也很难达到加工的精度要求,且对人员需求量比较大,从而使成本增加。本文描述一种振动研磨去毛刺及平面光整工艺系统,对提高加工效率、改善加工质量特别有效。
1、毛刺的危害
1.1缩短制件的使用寿命
门窗五金件大部分零件是相互配合使用,如果存在毛刺,会加速相互配合的制件之间划伤、磨损(词条“磨损”由行业大百科提供)。特别是金属制件与金属制件、金属制件与塑料制件配合使用时,毛刺的存在会大大加速制件磨损、失效,从而使五金件的使用寿命大大缩短,甚至影响整套产品的使用寿命和安全性能。
1.2影响产品外观质量和装配性能
毛刺不仅使产品外观质量降低,而且在装配时,使配合过紧,甚至装不上产生不合格件,即使勉强装配上,在产品使用过程中,也会产生其他影响。
1.3造成不安全因素
压铸件(词条“压铸件”由行业大百科提供)毛刺产生在分型线、顶针及浇口根部,毛刺比较尖锐,容易划伤操作者而造成不安全因素。
2、振动研磨去毛刺工艺技术
常用的去毛刺方法有人工去毛刺、刷子去毛刺、喷砂、热能去毛刺、化学去毛刺等,振动研磨去毛刺是使磨料和工件产生相互挤压和相互磨擦,产生出均匀的作用力,从而达到去除毛刺目的的一种技术。
2.1振动研磨原理
振动研磨,通常采用螺旋翻滚流动、三次元振动的原理,使工件与研磨石相互研磨,从而去除工件表面的毛刺、氧化(词条“氧化”由行业大百科提供)皮和油污等。根据工件材质及形状的差异可对应选择不同的研磨石及研磨助剂,可大大提高工件表面的光整及光亮度。
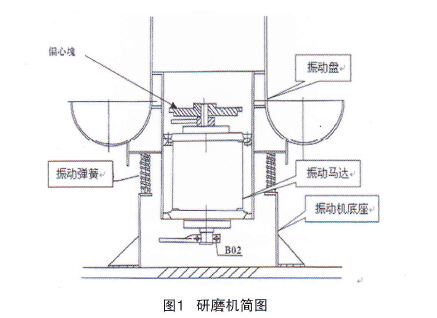
启动振动研磨机时,振动马达会产生强大的振动力,通过振动弹簧带动振动盘中的研磨混合物(即研磨石、需研磨工件、研磨助剂等混合物)产生三个方向的运动,即上下振动、由里向外的翻转、螺旋形的顺时针旋转(因为这个原因,研磨机也称为螺旋振动研磨机), “三次元”说的就是这个道理,那些需要研磨的工件,在这种立体的研磨方式下,与研磨石相互摩擦达到表面去毛刺、倒角、除锈、去氧化皮等目的。
2.2振动研磨去毛刺及光整的设备
2.2.1振动研磨系统的主要结构:
振动式机型主要由振动电机、支座弹簧和底座等组成,振动电机与容器用螺栓固定连接,并一起安置在与底座相连的弹簧上。该振动研磨机的研磨过程是一种振动磨削的过程。将需要去毛刺、氧化皮和油污的工件,放进事先配好合适研磨石的的研磨机中,并添加合适的助磨剂,然后依靠研磨机的规律性振动,使工件与研磨石产生相对运动,相互磨削把凸出于工作表面和周边毛刺磨掉,并使锐边倒圆和去除氧化皮处理。
2.2.2研磨石
主要包括棕刚玉研磨石、塑胶研磨石、陶瓷研磨石、高铝瓷抛光石;粗研用棕刚玉研磨石;中磨用陶瓷研磨石和塑胶研磨石;精磨用高瓷铝抛光石;其中塑胶研磨石中磨、精磨都可以,主要针对铝合金材质的工件。
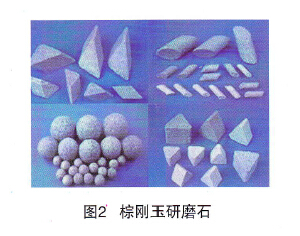
(1)棕刚玉研磨石
磨削力较强,适用于不锈钢、铁、铜、锌、铝、镁合金等高硬度材质经冲压、压铸(词条“压铸”由行业大百科提供)、铸造、锻造等加工后的去毛刺,以及线材、陶瓷、玉石、珊瑚、合成树脂、塑料、瓷器等材质物品的抛光。主要应用行业有自行车、铝压铸件、锌压铸件、建筑五金配件、服装五金配件、箱包五金配件、眼镜配件、钟表配件、锁、电子配件、各类首饰、珠宝及粉末冶金、树脂等,可以根据产品的形状及大小来选择塑胶研磨石的形状和规格。
(2)塑胶研磨石
材质较软,适用于材质较软的工作,如锌、铝、铜合金等类工件;塑胶石(树脂石、塑料石、树脂磨料、塑料磨具)是一种表面处理用的研磨材料,用于铝合金、锌合金、铜、塑料等材料冲压、压铸、钣金后去批锋、除毛边,也用于去斑、倒角、去氧化皮、除锈电镀前细磨,常用于建筑五金(如铝合金拉手(词条“拉手”由行业大百科提供)、铝合金座等)等行业,可以根据产品的形状及大小来选择塑胶研磨石的形状和规格。

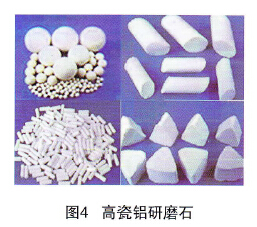
(3)高铝瓷抛光石
高铝瓷研磨石的主要特点是氧化铝含量高(高铝瓷约为45%-50%,陶瓷约为10%),主要用于各种五金行业产品的细磨及上光。用于铝合金、锌合金、铜、树脂(塑料)等材质较软的产品表面抛光、电镀前细磨,常用于建筑五金(锌合金制件等),主要有圆形、三角形、斜三角形、圆柱形、斜圆柱形,可以根据产品的形状及大小来选择高铝瓷抛光石的形状和规格。
3、振动研磨工艺流程
清水除油一精磨一清洗一脱水
3.1清洗除油
加入清洗,根据需清洗研磨石的量添加适量清洗液,清洗20min,注意清洗时加一部分水,清洗后用清水冲洗干净。
3.2 精磨
利用振动研磨,配合助磨剂和研磨石(精磨用高铝瓷、陶瓷研磨石)或钢珠使用,是工件达到光亮、平滑的效果。
3.3 工艺参数
处理时间:15~30min 处理温度:常温
处理方式:振动式
3.4 清洗
将精磨处理后的工件用清水清洗充分。
3.5 脱水
将清洗干净的工件放入烘干机进行脱水烘干。
注意事项:在研磨前一定要将研磨机清洗干净,严禁与其他化学药品相混合,以上技术参数仅供参考,也可以根据工件及实际操作流程作业。
4、振动研磨日常维护
首先在研磨机运作时我们不能离开机器,尽量避免发生故障而对机器造成损害;不要使研磨机受到强烈震动和撞击;为了人身安全,不能用湿手触摸操作按钮或者开关;为了研磨机的安全和使用寿命,要保证研磨机在规定的电压和频率下工作;再有就是要保证研磨机充分触地;使用研磨机要经过严格培训,对于一些人身安全问题要注意,操作不能影响到研磨机的操作。
其次,在每次研磨机操作完毕之后,要停止一段时间,利用这段时间,对研磨机进行清洁,否则残留的研磨液和研磨水会变干,变硬,对机器造成损害。
要定期检查各个部位的润滑状况并且添加润滑油,应每月都对研磨机进行系统润滑,防锈,和防腐处理。对各个部件要定期检查,对于不能继续使用的零件要及时更换。
在研磨过程中,研磨石的会慢慢变色,并且研磨效果下降,这是由于工件上的碎屑、油污、灰尘等杂物沾粘在研磨石表面,减弱了研磨石对工件的相对摩擦,所以研磨石要经常清洗:将待洗研磨石倒入研磨机内,启动研磨机并用水将研磨石湿润,倒入适量洗珠剂,将研磨石洗净,然后用大量清水将研磨石冲洗干净即可继续使用。【完】