摘要:根据车间内钢梁上吊车轨道安装
底板与钢梁
粘接的具体要求,研制了一种中温
固化双组分
环氧胶粘剂。探讨了E-51、E-39D和纳米碳酸钙用量对甲组分
粘度的影响,测试了不同
促进剂的
胶粘剂凝胶时间并研究了粘接
表面处理、中温固化时间对胶粘剂
剪切强度的影响。结果表明,通过选用不同粘度的
环氧树脂并添加纳米碳酸钙,控制甲组分粘度在8~20Pa・s,选用促进剂M3份,表面制备并采用
偶联剂处理后,100℃下固化2h后,该胶
铝-铝、钢-钢
剪切强度可达45MPa和51MPa,实现了胶粘体系中温高强度快速固化。室温放置20h后钢-钢剪切强度为5・8MPa,可以安装
加热设备以便后固化。
关键词:双组分;高强度;
环氧胶粘剂;中温;快速固化;吊车轨道;钢梁
中图分类号:TQ433・437文献标识码:A文章编号:1002-7432(2008)04-0022-03
0引言
在传统工艺上,车间内钢梁上吊车轨道安装底板与钢梁的连接通常采用
焊接的方法。然而焊接容易产生
应力集中,而且焊接时产生的高温极易破坏钢梁,造成
力学性能的损失[1]。因此安装底板与钢梁的连接如能采用粘接方式实现,可使钢梁免受高温,从而提高整个
钢结构的
耐久性。钢梁粘接用胶粘剂必须中温固化以保证
钢材结构不受破坏,同时需要有高的
粘接强度。本文选用强度高、
韧性好的氨基聚醚固化环氧体系[2],研制了一种中温固化的双组分高强度环氧胶粘剂。胶粘剂选用不同环氧基料组合,得到粘度可控的体系。通过特制促进剂,实现了中温快速固化[3],钢-钢粘接的剪切强度达到51MPa,满足了钢梁粘接要求。
1实验部分
1・1材料
双酚A型环氧
树脂(E-51、E-39D),无锡树脂厂;端氨基聚醚(T-403、D-400),扬州晨化集团有限公司;
聚醚多元醇(220),绍兴市恒丰
聚氨酯实业有限公司;叔胺类促进剂(399-1、K-54),深圳佳迪达化工有限公司;促进剂M,由哌嗪、三乙醇胺、N-乙基哌嗪3者以质量比20∶60∶20混合制得[4];纳米碳酸钙(101I),河南科力
新材料有限公司;丙酮、乙醇、重铬酸钠、硫酸、盐酸等,分析纯;铝片(LY12-CZ)、
钢片(1Cr18Ni9Ti);80~100目砂布。
1・2仪器
65型三辊
研磨机,秦皇岛长宝机械有限公司;NDJ-8S型旋转粘度计,上海精密科学仪器有限公司;凝胶时间测试用恒温平台,自制;Instron-1185万能材料试验机,美国。
1・3试验方法
甲组分配制:E-5150~100份、E-39D0~50份、聚醚多元醇(220)15份、纳米碳酸钙10~30份,混合均匀,在三辊
研磨机上研磨2次。乙组分配制:D-40050份、T-40350份、促进剂3份、纳米碳酸钙15份,混合均匀,在三辊研磨机上研磨2次。
铝片(LY12-CZ)表面处理方法[5]:用丙酮擦洗除去表面油脂,而后用80~100目的砂布
打磨进行表面粗化,最后化学法进行表面制备。化学处理方法为:铝片放入66~71℃的水、重铬酸钠、浓硫酸(质量比30∶1∶10)的混合溶液中,恒温10~12min,取出后热水洗、醇洗,烘干备用。
钢片(1Cr18Ni9Ti)表面处理方法[6,7]:
脱脂、打磨工序与铝片处理相同。化学处理方法为:钢片放入30~40℃的5%盐酸水溶液中处理1~2min,热水洗、醇洗,烘干备用。
偶联剂溶液的配制:0・8%的KH-550-乙醇溶液。
剪切强度按照GB/T7124―1986进行测定。
2结果与讨论
2・1E-39D、纳米碳酸钙用量对甲组分粘度的影响由于季节的不同,施工现场温差很大,为了使胶粘剂在不同温度下都有好的工艺性,必须研制不同粘度的胶粘剂配方。甲组分的粘度随温度变化明显,故选择了粘度相差较大的2种环氧树脂E-51和E-39D,配合适量的纳米碳酸钙,得到不同粘度的胶粘剂甲组分。表1为E-39用量与甲组分粘度的关系。其中纳米碳酸钙用量为15份。由于E-39D粘度较大,测试温度定为30℃以方便测量。E-51用量为80份、E-39D用量为20份时,在甲组分中添加不同质量的纳米碳酸钙,也可得到不同粘度的甲组分,结果如表2所示。
E-39用量与甲组分粘度的关系
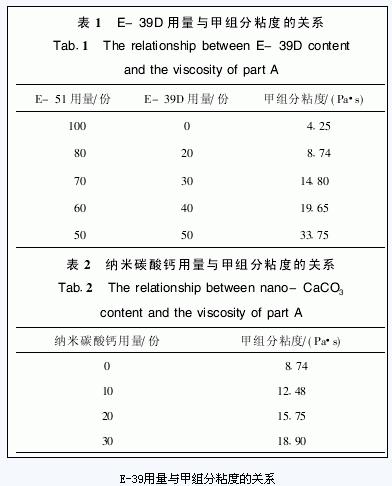
由表1和表2可看出,选择不同的E-39D和纳米碳酸钙用量,可得到30℃下粘度在8~20Pa・s、具有适当
触变性[8]的甲组分,充分满足施工要求。2・2促进剂种类和用量对胶粘剂凝胶时间的影响为了获得高粘接强度,选择主链为聚醚的多元胺
固化剂T-403、D-400,同时以结构相似的聚醚多元醇为
增韧剂配制了甲乙质量比为3∶1的胶粘剂。固化剂中氨基相连的碳原子上连有
甲基,甲基的屏蔽效应使得氨基活性降低,赋予胶粘剂较长的
适用期。然而固化温度选定后,必须尽可能地缩短固化时间以降低能耗。我们选择了氨基聚醚常用的促进剂399-1、K-54,同时自制了促进剂M。表3为采用不同促进剂时胶粘剂在不同温度下的凝胶时间,促进剂用量选为1份。
不同促进剂时胶粘剂在不同温度下的凝胶时间

表3数据显示,与399-1和K-54相比,促进剂M能更好地缩短胶粘剂的凝胶时间。图1为80℃下不同促进剂M用量对应的胶粘剂的凝胶时间。由图1看出,促进剂M用量由1份增至3份时,胶粘剂凝胶时间大幅度缩短,而促进剂M用量超过3份后,凝胶时间随M增多变化不明显。因此,促进剂M的用量以3份为宜。促进剂M的用量为3份时,80℃下凝胶时间在35min左右,因此温度在90~110℃范围内可调节凝胶时间在10~15min之间,满足中温固化要求。
不同促进剂M用量对应的胶粘剂的凝胶时 间
2・3中温固化铝-铝、钢-钢粘接试片的剪切强度采用不同方法对试片进行表面处理,铝-铝、钢-钢粘接的剪切强度如表4所示。胶粘剂中E-51与E-39D质量比为80/20,采用促进剂M,固化条件:100℃/2h。由表4看出,对于铝-铝粘接,试片化学处理作用不大,剪切强度只提高了5・3MPa,而偶联剂作用较大,其剪切强度提高了15・8MPa;对于钢-钢粘接,化学处理也使强度提高了5・5MPa,而采用偶联剂使强度提高了10MPa,说明偶联剂对钢-钢粘接的作用比铝-铝粘接小。
不同促进剂M用量对应的胶粘剂的凝胶时 间

由表4还可看出,对试片表面只进行脱脂、打磨,胶对钢片的粘接剪切强度可达35・5MPa,而界面经过适当处理,强度可达40~50MPa。
为了确定最佳固化时间,100℃下每隔0・5h取出粘接试片进行剪切强度的测试,结果如图2所示。可以看出,铝-铝、钢-钢粘接试片固化2h时粘接强度最大,再继续固化强度呈轻微降低。
2・4
室温固化钢-钢粘接试片的剪切强度
钢梁上吊车轨道安装底板与钢梁粘接后,需要加热固化,因此要求粘接具有一定强度后才能安装加热设备,以免底板发生滑移。图3是钢-钢粘接试片23℃固化不同时间的剪切强度。其中钢片只进行脱脂和打磨,不进行化学处理。
不同促进剂M用量对应的胶粘剂的凝胶时 间

由图3可以看出,室温放置20h左右,钢-钢粘接剪切强度为5・8MPa,可以安装加热设备进行固化。
室温固化钢-钢粘接试片的剪切强度
3结论
1)研制了一种中温固化双组分高强度环氧胶粘剂,通过选用不同粘度的环氧树脂并添加纳米碳酸钙,控制甲组分粘度在8~20Pa・s;
2)选用促进剂M为3份,实现了胶粘体系中温快速固化;
3)表面制备并采用偶联剂处理后,120℃/2h固化后铝-铝、钢-钢粘接剪切强度达45MPa和51MPa。
4)钢-钢粘接室温放置20h左右,剪切强度为5・8MPa,可以安装加热设备进行固化。
参考文献:
[1]张未,张步云・铁路区间无缝线路[M].北京:中国铁道出版社,2000:54-57.
[2]DavidCAlexander,BruceLBurton,HowardPKlein・Newdevelopments
inpolyetheraminecuringagents[M].HuntsmanPetrochemicalCorpora-tion,2005:1-7.
[3]孙磊,梁志杰,原津萍・一种中温固化高强度环氧胶粘剂的研制[J].粘接,2003,24(5):19-21.
[4]HaroldGWaddill,AustinTex・Non-crystallizingepoxyresinaccelerator:US,4189564[P].1980-02-19.
[5]FupingLi・Astudyoftheinterphaseinaluminum/epoxybondedjoints[D],
Michigan:MichiganTechnologicalUniversity,2003,80-81.
[6]李盛彪,黄世强,王石泉・胶粘剂选用与粘接技术[M].北京:化学工业出版社,2002:32-43.
[7]张孝阿・硅氢加成
改性二烯丙基双酚A环氧树脂及其基本性能研究[D].北京:北京化工大学:2006,29-31.
[8]陈健聪・
纳米材料改性环氧树脂建筑
结构胶的研究[D].湖南:湖南大学,2006:37-39.
与【胶要闻】相关热点资讯:
【了解更多 “胶要闻” 相关信息请访问
胶专区 】